a rt i c l e i nf o
Article history:
Received 14 April 2021 Revised 7 June 2021 Accepted 13 June 2021 Available online 19 June 2021 Keywords:
Poly(lactic acid)
Intumescent flame retardant Cyclodextrin
Microfibre Electrospinning
a b s t r a c t
2-hydroxypropyl-β-cyclodextrin(HP-β-CD)microfibreswithdiametersrangingbetween3and7μmwere preparedbyaqueoussolutionbasedhigh-speedelectrospinning(HSES)techniqueandthenusedascar- bonisingagentat3wt%loadingbesides15wt%ammoniumpolyphosphate(APP)toobtainflame-retarded poly(lacticacid)(PLA)composites.ThehighspecificsurfaceareaofthemicrofibrousHP-β-CDwasfound tohaveacrucial roleinitsflameretardantefficiency. Comparedtothe effectofthe sameamountof conventionalHP-β-CDpowderadditive,microfibrousHP-β-CDresultedinhighercharyieldsbothduring thermogravimetricanalysisandconecalorimetertestaccompaniedwithsignificantlyincreasedmechani- calresistanceandconsequentlywithimprovedflameretardingefficacy.TheLimitingOxygenIndex(LOI) oftheintumescentflame-retardedPLAcompositeincreased noticeably,from29.0%to32.5%,whilethe FlameRetardancyIndex(FRI),determinedfromconecalorimetrydata,increasedfrom1.9(withpowder HP-β-CD)to2.6(withmicrofibrousHP-β-CD)onlybychangingthephysical formi.e.thespecificsur- faceareaoftheusedHP-β-CD.Theadvantageofthespecialmicrofibrousstructureoftheoligosaccharide typecharringagentliesintheefficientinteractionwithAPPandtheattributionoftheintumescentchar layerwithimprovedthermal andmechanical resistancewithoutcompromisingits swellingability. Be- sides,themicrofibrousstructureoftheHP-β-CDalsocontributedtotheimprovementofthemechanical performanceoftheflameretardedPLAcomposites.
© 2021TheAuthors.PublishedbyElsevierLtd.
ThisisanopenaccessarticleundertheCCBYlicense(http://creativecommons.org/licenses/by/4.0/)
1. Introduction
The growing concern over the environment andsustainability leadtoextensiveresearchindevelopingbio-basedgreenmaterials asmeans ofsolving thedisposal problemandreducing theenvi- ronmental impactof conventional plastics [1]. Among biodegrad- able thermoplastics,poly(lacticacid)(PLA)(derivedfromstarches andsugars[2])hasreceivedincreasingattentionfromindustryand academia [3,4] becauseofits biodegradability,excellent mechani- cal properties,thermoplasticprocessability, andbiologicalproper- ties. Because of these properties, PLA is proving to be useful in diverseapplicationsasaviablealternativetopetrochemical-based plastics [4].PLA’sapplicationshaveextendedfromshortlifecycle products to the electronics, automobiles, building materials, and theaerospaceindustry[5–8].Sincewithoutflameretardants(FRs) PLAcannot meetthesafetystandardsinmostcases,thedevelop- ment of effective flame retardantsforthe modification of PLAis necessitated[9,10].Intumescentflame-retardantsystems(IFRs)are considered promising halogen-free flame-retardant additives that
∗Corresponding author.
E-mail address: kbocz@mail.bme.hu (K. Bocz).
forma foamed cellularcharred layer on the surfaceofthe poly- mer matrix to block the combustion process resulting in lower smokeemissionandtoxicityandsuppressedmoltendrippingdur- ing a fire [11].These systems mainly include three components;
a carbonization agent, an acidsource, and a blowing agent[12]. Ammoniumpolyphosphate (APP)can act both asthe acidsource and the blowing agent often combined with a polyalcohol type carbonizationagentlikepentaerythritol(PER)[13].Theuseofbio- based excipients is increasingly encouraged andhighly preferred especially in biopolymer composites [14,15]. The substitution of PER with renewable char forming materials (mainly polysaccha- rides)wasfoundto be an obviousandviablesolution toprovide greenerflame retardantformulations, amongothers,forPLA[16–
21].
Cyclodextrins are cyclic oligosaccharides formed by the enzy- matic treatment of starch [22]. Cyclodextrins and their deriva- tives are widely used in many industrial and scientific fields [23] and gain popularity in the plastic industry as well. Their inclusion complexes of fragrances, antimicrobial and antioxidant agents,dyes,insecticides,UV-filterscanbeincorporatedintopoly- mers either to ensure slow-release or homogeneous distribution ofthecomplexedsubstances[24]utilisedinthepackagingindus- try [25,26] and pharmaceuticals [27,28]. Cyclodextrins have also
https://doi.org/10.1016/j.polymdegradstab.2021.109655
0141-3910/© 2021 The Authors. Published by Elsevier Ltd. This is an open access article under the CC BY license ( http://creativecommons.org/licenses/by/4.0/ )
shown a lot of potential as FR components in multiple poly- mer systems like epoxies [29,30], elastomers [31–33], polyesters [34,35]polypropylenes[36–40],andotherpolymericsystems[41–
43].Also,in PLA,
β
-cyclodextrin(β
-CD)hasbeenfound tobe aneffective carbonizationagentdueto its charring abilityandther- mal stability. Feng et al. [44] gained a high amount of charred residue in PLA with a 20 wt%
β
-CD/APP/MA (ratios: 1/2/1) ad-ditive system. Teoh et al. [45] showed that in PLA/PMMA sys- tem
β
-CD additive improves the char formation efficiency, as inPLA/PMMA20/FR/
β
-CD system at 20 wt% additive content with1:1 FR/
β
-CD ratio the cyclodextrin suppressed the melt-dripping behaviour and also retained and resisted the loss of phospho- rus FR during the polymer combustion. Vahabi et al. [46] syn- thesised an organic-inorganichybrid withβ
-CD(BSDH); andthisnovel additive has shown to have an excellent synergistic ef- fect in improving the flame retardancy of PLA/APP/BSDH com- posite, asdemonstrated bythe significantreduction ofpeak heat release rate (pHRR) and total heat release (THR) values. Zhang etal.[47]createdphospholipidated
β
-cyclodextrin (PCD)through interfacial polycondensation and found the optimum mass ratio of APP to PCD to be 5 to 1. At this ratio, with 30 wt% load- ing, the LOI reached 42.6% accompanied with UL-94 V-0 rating, andinmasslosscone calorimetry(MLC)test thehighestamount of char residue (71.5 wt%) was obtained besides significant re- duction of pHRR and THR values compared to the neat poly- mer. Evenwhen thetotalloading ofAPP andPCDwasdecreased to 20 wt%, still V-0 ratingaccording to the UL-94 standard was reached.It hasbeenshownrecentlythattheparticlesize ofthe flame- retardant additives hasa significant impact on both theflamma- bilityandmechanicalperformance ofintumescentflame-retarded compounds. Depending on the (relative) particle size and the dispersion of the components of an IFR system in the polymer matrix, their interaction and reaction pathway can change, and thus carbonaceous chars of different composition and structure can be obtained, significantly differing in flame-retarding per- formance [48]. Electrospinning (ES) technology has been receiv- ing increasing attention due to its capability to produce ultra- finemicro-ornanofibres,orfibrous structuresproventobe prac- tical in many fields, even in flame retardancy of materials. Va- habi etal.have recentlyreviewedthe state-of-the-artfeatures of flame-retardantpolymermaterialsdevelopedbyusingelectrospin- ning[49].Amongothers,electrospunnanofibermatsweresuccess- fullyusedasfire protectingcoatings[50] orassubmicronicaddi- tiveswithsimultaneousreinforcingandflameretardingcapability [51].
Recently,cyclodextrins(CDs)havebeensuccessfullyelectrospun asCDsare capableofformingpolymer-like supramolecularstruc- turesviaintermolecularinteractions[52].Vassetal.[53,54]man- ufactured grindable HP-
β
-CD microfibres with diameters in therangeof2–10μmwithauniquelyhighproductionrateof270g/h usingaqueoushigh-speedelectrospinningtechnique.Thethusob- tainableenhancedspecificsurfaceareaofthefibrousmaterialpro- videsfurtherbenefitsandwidenstheperspectivesofcyclodextrin- basedformulations.
In thiswork, microfibrous structures were manufactured from theaqueoussolutionof2-hydroxypropyl-beta-cyclodextrin(HP-
β
-CD) by high-speed electrospinning method and then used as a bio-based charring agentinintumescent flame-retardedPLA. Our hypothesis was thatthe specific surfacearea ofHP-
β
-CDplays aroleinitsflame-retardantefficiency.Therefore,theflame-retardant performance of microfibrous HP-
β
-CD was compared to that ofcommerciallyavailablepowderforminPLA/APP/HP-
β
-CDsystems.Also, the morphological, thermal, and mechanical properties of the flame-retarded biopolymer composites were comprehensively studied.
2. Materialandmethods 2.1. Materials
IngeoTM Biopolymer 4032D type extrusion grade poly(lactic acid) (PLA), supplied by NatureWorks LLC (Minnetonka, MN, USA), was used as polymer matrix material. Exolit® AP 422 type ammonium-polyphosphate (APP), received fromClariant AG (Muttenz, Switzerland), was applied as a flame-retardant ad- ditive. 2-hydroxypropyl-beta-cyclodextrin (HP-
β
-CD) (Kleptose®HPB,MSnominalvalue:0.62)wasobtainedfromRoquettePharma (Lestrem,France).
2.1.1. PreparationofHP-
β
-CDmicrofibresThemicrofibrousHP-
β
-CDtypeadditivewaspreparedbyhigh-speedelectrospinning(HSES)andsubsequentmilling.Fig.1shows theschematicrepresentationofthepreparationsteps.
The HSES setup used for fibre formation consists of a stain- lesssteelspinneret(d= 34mm)connectedto ahigh-speedmo- tor [53]. The disk-shaped spinneret is equippedwith36 equidis- tantlydistributedorifices(d= 330
μ
m)locatedinthesidewallofthe wheel. Forthe solution, 68 wt% HP-
β
-CD wasadded to pu-rified water andthe mixture wasstirredwith a magnetic stirrer (100rpm)atroomtemperatureuntilcompletedissolution(24h).
The solutions were fed witha SEP-10 S Plus syringe pumpwith a flow rate of 350 mL/h. The rotational speed of the spinneret wasfixed at40,000 rpm.The applied voltage was40 kVduring theexperiments (UnitronikLtd., Nagykanizsa,Hungary).The con- icalbottom ofthedryingchamber wasgrounded,anditactedas the counter electrode. Air knives were used to remove the dried material fromthe surfaceofthe chamber anda constant airflow (120m3/h,roomtemperature)wasappliedtohelpthedriedfibres toreachthecyclone.Theexperimentswere performedatambient temperature(25 °C). The producedfibrous materialwascollected by a cyclone. The high throughput fibre forming technology en- abled the productionof HP-
β
-CD microfibreswithuniquely highproductivity of 270 g/h. The obtained electrospun material was then groundto makeit suitable forblendingwithexcipients. For thispurpose,a hammermill(IKAMF10,IKA-WERKEGmbH &Co.
KG,Staufen,Germany)wasusedwitha1.0mmsieveat3000rpm.
Includingthedissolution,spinning,collecting,andgrindinglosses, a76%yieldwasobtained.
BasedontheSEMimagespresentedinFig.1withidenticalmag- nificationsof100×,themorphology oftheinherentpowderform of HP-
β
-CD can be compared with that of the obtained fibrousform.Theobviousreductioninparticlesize isaccompaniedbyan approximately 9-fold increase in the surface area to volume ra- tio,asestimatedbyimage processingofSEM micrographs(seein 2.3.1.1paragraph),whichwasexpectedtoberelevantregardingthe performanceintheIFRsystem.
2.2. Preparationofflame-retardedPLAcomposites
2.2.1. Mixing
The flame-retarded PLA composites were prepared using a Brabender Plasti-Corder Lab-Station coupled with W 50 EHT 3Z type internal mixer (Brabender GmbH & Co. KG, Duisburg, Ger- many)in50g batches.Beforeprocessing, therawmaterialswere driedinanovenat80°Cfor6h ineachcase. Theinternalmixer operated at 180 °C with a continuous rotor speed of 50 rpm.
In each case, the polymer mixture wasprepared by first adding the pre-measured amount of poly(lactic acid) granules and after addingtheadditives(15wt%APP,3wt%HP-
β
-CD)andthenmixedfor 10 min. In Table 1 the compositions of the prepared flame- retardedPLAcompositesareshown.
Fig. 1. Preparation of the microfibrous HP- β-CD additive.
Table 1
Formulations of the PLA composites.
Sample name
PLA APP HP- β-CD powder HP- β-CD fibre
[wt%] [wt%] [wt%] [wt%]
PLA 100% – – –
PLA/APP 85% 15% – –
PLA/APP/HP- β-CD powder 82% 15% 3% –
PLA/APP/HP- β-CD fibre 82% 15% – 3%
The ratioofAPP toHP-
β
-CDwaschosen basedonthe resultsofZhangetal.[47],whofound theAPP toPCDmassratioof5to 1tobeoptimalregardingtheflameretardantefficiencyofthesys- tem. Forcomparison,also testspecimens fromneat PLAandPLA containingonlyAPPwerealsomanufacturedandexamined.
2.2.2. Moulding
The mixed materials were dried overnight at 70 °C and then hot-pressed using a Teach-Line Platen Press 200E heated platen press (Dr. Collin GmbH, Munich, Germany). About 30 g of each mixed sample was heated to 180 °C in a mould of 100 × 100 × 2 mm3 size, then the plates were compressed for 4 min withthe gradual addition of pressure up to 100 bars and finallycooledto50°Cunderpressure.Thespecimensforflamma- bilityandmechanicaltestingwere obtainedby cuttingtheplates with a disk saw. Prior to performing the experiments, the test specimenswerestoredinsealedbagsatroomtemperature.
2.3. Characterisationmethods
2.3.1. Scanningelectronmicroscopy
Scanning electronmicroscopic (SEM)micrographs ofthe pow- der andelectrospun HP-
β
-CD andthe cryogenic fracture surfaceof the flame-retarded PLA samples were taken using a 6380LVa (JEOL, Tokyo, Japan) type apparatus in highvacuum at an accel- eratingvoltageof10keV.Before theexamination,all thesamples were fixed by conductive double-sided carbonadhesive tape and sputteredbygoldusingionsputter(JEOL1200,JEOL,Tokyo,Japan) topreventchargebuild-uponthesurface.
2.3.1.1. Determination of specific surface area of theHP-
β
-CD addi-tives. Particle sizes andthe specific surfacearea of theHP-
β
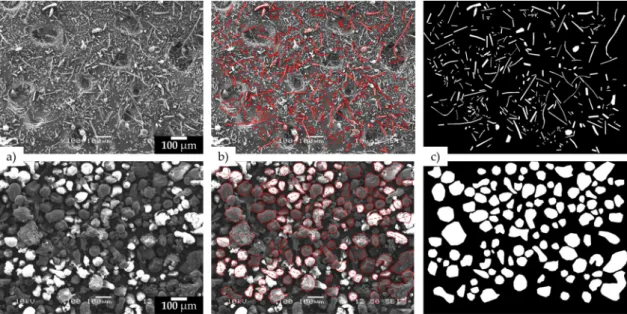
-CDadditives were determined by image processing of SEM micro- graphswith100×magnificationusingMATLAB’s(TheMathWorks, Inc., Natick, MA, USA) ImageProcessing Toolbox.In the SEM im- ages (Fig. 2), the outline of the identified particles wasselected
(atleast100foreachtype ofparticle),fromwhichthesizevalues werecalculated.
Theprogramcalculatedtheareaoftheparticles,fromthisarea thediameterofacircleofequalprojectionarea (dEC,diameterof acirclewithanequivalentareaofthemeasuredparticles)wasde- termined.Then,the maximumdiameter(dM)wasmeasured,that isthelongestdistancebetweenanytwopointsalongtheselected boundary.Forthecalculationoftheaspectratio(Ar),theminimal diameter(dm)wasestimatedfromarectanglewiththesamearea astheparticleandthelengthofwhichisdM(Fig.3).
2.3.2. Thermogravimetricanalysis
Thermogravimetric analysis (TGA) measurements were carried outusingaTAInstrumentsQ5000apparatus(TAInstrumentsLLC, NewCastle,NH,USA)under25mL/minnitrogengasflow.Samples ofabout10mgwerepositionedinopen platinumpans.Thepoly- mersampleswere heatedfrom25°C to800°Cwitha10°C/min rate(Theprecisiononthetemperaturemeasurementsis±1.5°Cin thetemperaturerangeof25–800°C.)
2.3.2.1.Determination of residual water content. To determine the residualwatercontent ofthe HP-
β
-CDsamples,thermogravimet- ric analyseswere carriedout withthe sameQ5000type TGAin- strument(TAInstruments,NewCastle,DE,USA)undernitrogenat- mosphere.Thesampleswereheatedupfrom25to105°Cwitha 2°C/minrampandthenkeptat105°C for20mintoreachmass constancy. Then the heatingcycles were continued up to 800 °C withaheatingspeedof10°C/mintoexaminethedegradationpro- cesses. Duringthe measurements, theapplied nitrogenflush was 25mL/min.2.3.3. Tensiletests
Comparativetensiletestswereperformedonrectangularspec- imens of 100 × 10 × 2 mm3 (width × length × depth) (the gauge length was 60 mm) using a Zwick Z020 universal tester (Zwick GmbH & Co. KG, Ulm, Germany) witha crosshead speed
Fig. 2. The steps of the particle size distribution measurement: (a) The SEM image, (b) the selected circumference of the particles and their maximum diameter (c) area of selected particles in the binary image.
Fig. 3. The estimation of the minimal diameter (d m), the width of a rectangle with maximum diameter (d M) length and the same area as the particle.
of5mm/min.5specimensweretestedfromeachcompositesam- ple. Before the measurements, the exact thickness and width of each specimenwere measuredwitha calliper.Basedonthemea- suredgeometricdataandtheresultingstress-straincurves,tensile strength(
σ
M),Young’smodulus(E), andtherelativeelongationat maximumforce (ɛM) werecalculatedforeachspecimenusingthe ISO527-1:2012standard.2.3.4. Differentialscanningcalorimetry
Forthedifferentialscanningcalorimetry(DSC)measurements,a DSC 3+type device(Mettler Toledo,Greifensee, Switzerland)was used.Approximately10mgofthesampleswereweighedintoalu- minium crucibles withpre-punched tops. The encapsulated sam- ples were then placed on the measuring cell by the automatic sampledispenseroftheinstrument.Duringtheanalysis,thesam- ples were first heated from 25 °C to 200 °C at 10 °C/min, then cooledfrom200°Cto25°Cat2°C/min,andthenagainheatedat 10 °C/min ratefrom25°C to200°C.The thermaldatawasanal-
ysed withSTARe Evaluation Software(Mettler Toledo, Greifensee, Switzerland). Thedegree of crystallinity(
χ
c) ofthe sampleswas calculated according to Eq. (1), where Hm indicates the melt- ingenthalpy,Hcisthecoldcrystallizationenthalpy,Hm0 isthe meltingenthalpyofthe100%crystallinePLAequalto93.0J/g,andφ
istheweightfractionoftheadditives.χ
c(
%)
=Hm−
Hc
(
1−φ )
Hm0× 100% (1)
2.3.5. Limitingoxygenindex
Limitingoxygenindex(LOI)wasdeterminedonspecimenswith 100×10×2mm3dimensionsaccordingtoISO4589standardus- inganapparatusmadeby FireTestingTechnology Ltd.(EastGrin- stead,WestSussex,UK).
2.3.6. UL-94
StandardUL-94flammabilitytestswereperformedaccordingto ISO9772andISO9773,thespecimendimensionsforthetestwere 100×10×2mm3.
2.3.7. Masslosscalorimetry
Mass loss type cone calorimeter(MLC) testswere carriedout by an instrumentdelivered by Fire Testing Technology Ltd. (East Grinstead,WestSussex,UK)usingtheISO13927standardmethod.
Specimens(100×100×2mm3)wereexposedtoaconstantheat fluxof35kW/m2,simulatingamildfirescenario.Theignitionwas provided by a spark plug located 13 mm above the sample. The main characteristic of fire properties, including heat release rate (HRR)asafunction oftime,time toignition (TTI),andtotal heat release (THR), were determined. When measured at 35 kW/m2, HRRandTHRvalueswerereproducibletowithin±10%.
FromthecollecteddataFlameRetardancy Index(FRI)wascal- culatedaccordingtothefollowingformula[55]:
FRI=
THR∗pHRRTTI
NeatPolymer
THR∗pHRRTTI
Composite
(2)
2.3.8. Mechanicalcharacterisationofchars
To determine the structural andmechanical properties of the carbonaceous residue remaining after combustion of the poly- mersamples,AdvancedRheometerAR2000(TAInstruments,New
Fig. 4. Schematic representation of the char compression test.
Table 2
Measured and calculated size parameters of the HP- β-CD particles.
Property Unit HP- β-CD powder HP- β-CD fibre
Average d EC [μm] 64 ±22 15 ±8
Average d M [μm] 80 ±31 38 ±35
Average area [μm 2] 3580 ±2678 232 ±261 Aspect ratio [-] 0.54 ±0.11 0.25 ±0.18 Surface to volume ratio [1/μm] 0.09 0.84
Castle, DE, USA) equipment was used. For the measurements, 40 × 40 × 3 mm3 polymer sampleswere burnt under thecone heater oftheMLC ataheat fluxof35kW/m2 untilthe carbona- ceouslayerformedandsmokeformationstopped.Themechanical resistance ofthecharred residueswasevaluated accordingtothe method used inprevious studies [56]. The charred sampleswere thenplacedbetweentwo25mmdiametermetalplates,thelower was fixed while the upperplatecompressed the samples witha constantspeedof30μm/s(Fig.4).
Upon compression,the normalforce required to exertcontin- uous movement transduced by the charred layer was constantly detectedandregistered.
3. Resultsanddiscussion
TwotypesofHP-
β
-CDadditive,differinginparticlesizeandas-pectratio,i.e.commerciallyavailable powderandelectrospunmi- crofibres,wereusedasbiobasedcharringagentsat3wt%loadings besides15wt%APP inPLAmatrixthussettingthe5:1massratio ofAPPtoCDalsofoundtobeoptimalbyZhangetal.[47].Thepo- tentialrole ofthe morphologyoftheusedHP-
β
-CDwascompre-hensivelyinvestigatedonthethermal,flammability,andmechani- cal propertiesoftheflame-retardedPLAcomposites,aswellason theevolutionoftheintumescentflame-retardantsystem.
3.1. DeterminationofspecificsurfaceareaoftheHP-
β
-CDadditivesFrom the data acquired fromthe analysisof the SEM images taken ofthe two typesofHP-
β
-CDparticles, theaverage surfacetovolumearea wasestimatedforbothadditives.Theaverageval- uesofdECanddM,theaveragesizeofthemarkedareas,aswellas thecalculatedsurfacetovolumeratiosarereportedinTable2.The specific surfacearea ofthepowder particles wasestimated using the dEC.In thecaseofthe fibrous materialthe dM value, theav- eragelengthanddiameterwereconsideredtocalculateanaverage specific surfacearea. Accordingly, a9-fold increase inthe surface
areatovolumeratiooftheHP-
β
-CDparticleswasachievedby fi-breformationusingtheaqueousHSESmethod.
3.2. Thermogravimetricanalysisoftheadditives
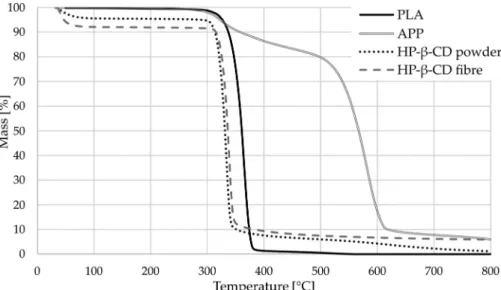
The thermal behaviour of the used flame-retardant additives wasinvestigated by thermogravimetric analyses performedin N2 atmosphere.TheresultingthermogramsareshowninFig.5,while the main thermal characteristics are summarised in Table 3. For comparison,theTGAthermogramandrelevantdatacorresponding to neat PLA are also presented. It can be observed that the de- composition ofPLAoccurs nearly inthesame temperaturerange (290to310°C)asthefirstdecompositionstepofAPP.ForHP-
β
-CDsamples,theinitialweightloss upto100 °Cisduetothelossof absorbedwaterandwaterofcrystallisation [57]whichwasmea- sured to be 4.5wt% for the powder and 7.9wt% for the fibrous material.Thesignificantlyincreasedamountofabsorbedwaterde- tectedinthecaseofthemicrofibrousHP-
β
-CDisassociatedwithits noticeablyincreasedsurfacearea, obtainedasaresultoffibre formation.
The second weight-loss step of the
β
-cyclodextrins, occurring ataround 335°Cisrelatedtotheirsinglestepdecomposition,re- sultinginacarbonaceousresidue(char).Thedecompositionofthe fibrousHP-β
-CDbeginsataslightlyhighertemperatureandoccurs atalowerratecomparedtothepowderedform.Thelastdegrada- tionstage (T> 400°C)corresponds tothe slowratedegradation ofthechar.It canbe observed,however,thata noticeablyhigher amount of residue remains at 800 °C from the fibrous HP-β
-CD(5.9wt%)thanthatfromthepowderHP-
β
-CD(1.2wt%)indicatingincreasedthermalstabilityofthecharredresiduethatformsfrom thecyclodextrinwithafibroussupramolecularstructure.
3.3. Scanningelectronmicroscopyofthecomposites
SEMmicrographs,takenfromthecryogenicfracturesurfacesof theflame-retardedPLAcomposites,are presentedinFig.6.Inthe imageofPLA/APPcomposite,particlesstucktogether,anddetached boundariesofAPPparticles betweenAPPandPLA(Fig.6a). Simi- larly,duetothestrongpolarityofHP-
β
-CD,poorinterfacialinter- action isexpected in theHP-β
-CDcontaining PLAcomposites aswell. Onthe contrary,inFig. 6bandc,the better dispersionand less sharp phase boundaries of APP particles can be recognised suggesting improvedinterfacial interaction between APP and the polymermatrixwhenHP-
β
-CDisalsopresentinthesystem.Itisproposed that duringmeltprocessingthe HP-
β
-CDparticles mayFig. 5. Thermogravimetric analysis (TGA) curves of poly(lactic acid) (PLA), APP and HP- β-CD powder and fibre additives as measured under N2 atmosphere with the heating ramp of 10 °C/min.
Table 3
Thermogravimetric analysis (TGA) results of the flame-retardant components.
Sample
5% weight loss Maximum degradation speed Temperature of maximumdegradation speed Residue at800 °C
[ °C] [%/ °C] [ °C] [wt%]
PLA 327 3.5 365 0.0
APP 323 0.2/1.1 ∗ 325/583 ∗ 5.9
HP- β-CD powder 313 4.5 334 1.2
HP- β-CD fibre 320 4.4 339 5.9
∗two degradation steps consecutively .
Table 4
The TGA results of the composites.
Sample 5 wt% loss temperature Maximum degradation speed Temperature of maximum degradation speed Residue at 800 °C
[ °C] [%/ °C] [ °C] [wt%]
PLA 327 3.5 365 0.0
PLA/APP 339 2.5 372 5.2
PLA/APP/HP- β-CD powder 329 2.6 368 2.5
PLA/APP/HP- β-CD fibre 327 2.3 371 6.9
allocate around the APP surface andact as a surfacemodifier. A similar phenomenon wasrevealedby Yinetal.[58],namelythat cellulose nanofibres (CNFs) improvethe dispersion ofAPP within the PLAmatrixby actingasinterfacialadhesionagent. Inthisre- lation,thehigh-surface-areaHP-
β
-CDmicrofibresareabletoformmorephysicalandalsochemicalinteractionwiththeAPPparticles.
3.4. Thermogravimetricanalysisofthecomposites
The thermal characteristics of the PLA composite samples, as measured by TGAin nitrogen atmosphere, are reported in Fig.7 andTable4,respectively.Itcanbeseenfromthepresentedresults that thereisnosignificant differencebetweenthefirst decompo- sitionstage ofthecomposites;5% weightlosscanbe observedat around325–340°Cinallcases.Thetemperatureofthemaximum decomposition ratedoes not show a significant difference either.
Nevertheless, the lowest maximum degradation rate corresponds to the fibrous HP-
β
-CD containing sample, while for the samplecontainingHP-
β
-CDpowder similarvalue wasmeasuredthan fortheHP-
β
-CDfreePLA/APPsample.Basedonthisobservation,dur- ingthermaldegradation,ahigherdegreeofinteractionisassumed to occur between APP and the microfibrous cyclodextrin. Upon changing the type (i.e. size and structure) ofthe HP-β
-CD used,thereisalsoadifferenceinthethermalstabilityandtheamountof
theresidueobtainedat800°C.Intheenlargedpartofthefigure, itcanbeseenthatabove500°C,whentheseconddecomposition stepofAPPoccurs, theweightlossissmallerwhenfibrous HP-
β
-CDisalsopresentinthesystem.Above600°C,thedecomposition ofthepowdercontainingsamplealsoaccelerates,resultinginless residualmassthanremainsfromthePLA/APPsample.Incontrast, the residual weight of the samplecontaining 3 wt% HP-
β
-CD infibrous form remains above the weight ofthe samplecontaining onlyAPPevenupto800°C,thusshowinggreaterthermalstability oftheformed char.Based ontheTGAanalyses performedonthe PLAcomposites itwas concludedthat themicrofibrous structure oftheHP-
β
-CDtype bio-basedcharring agentadvantageously in- fluenceits interactionwithAPPandpromotes thecharformation accompanied withincreasedthermalresistance that maybe cru- cialregarding thefire protectionperformance ofthe intumescent system.3.5. Differentialscanningcalorimetry(DSC)
Differential scanning calorimetry (DSC) measurements were used to analyse the polymer phase transitions and calculate the percentcrystallinityofthepreparedflame-retardedPLAsamples.
ThemaincalorimetricdataaregiveninTable5.Comparingthere- sultsofthecomposites, itcan benoticed that duringthe cooling
Fig. 6. Scanning electron microscopic images of fracture surfaces with 10 0 0 ×magnification: a) PLA, b) PLA/APP, c) PLA/APP/HP- β-CD powder and d) PLA/APP/HP- β-CD fibre.
Fig. 7. The thermogravimetric curves of the biopolymer composites (heating rate 10 °C/min, N2 atmosphere).
Table 5
Summary of the DSC thermal data of the PLA composite materials.
Thermal property Symbol and unit PLA PLA/APP PLA/APP/HP- β-CD powder PLA/APP/HP- β-CD fibre
Recrystallisation enthalpy a H c[J/g] 3.7 2.5 3.2 3.2
Melting enthalpy a H m[J/g] 45.0 32.4 31.3 30.2
Crystallinity a [%] 52.4 44.1 45.2 43.8
Cooling crystallization heat b H c[J/g] 1.7 19.1 20.2 26.6
Cooling crystallization peak b T c[ °C] 110 101 103 116
Melting temperature c T m[ °C] 168 169 169 168
Glass transition temperature c T g[ °C] 62 63 64 64
Melting enthalpy c H m[J/g] 13.5 28.7 28.0 29.3
Crystallinity c [%] 14.5 36.3 36.7 38.4
a denotes the first DSC run (heating).
bdenotes the second DSC run (cooling).
c denotes the third DSC run (heating) in heat/cool/heat DSC procedure.
Table 6
Tensile test results of the composite samples.
Sample name
Tensile strength Young’s modulus Elongation at yield
E [MPa] σM[MPa] ɛ M[%]
PLA 61.0 ±2.5 3125 ±106 2.7 ±0.3
PLA/APP 42.9 ±2.4 3123 ±125 2.5 ±0.5
PLA/APP/HP- β-CD powder 34.5 ±2.4 2985 ±127 2.0 ±0.2 PLA/APP/HP- β-CD fibre 36.8 ±2.2 3171 ±147 2.2 ±0.2
Table 7
The results of LOI and UL-94 tests on the control and composite samples.
Sample
LOI UL-94
[%] t 1/t 2[s] ∗ Cotton ignition Rating
PLA 20.5 -/ - – H.B. 34 mm/min
PLA/APP 26.0 3/1 yes V-2
PLA/APP/HP- β-CD powder 29.0 2/1 yes V-2
PLA/APP/HP- β-CD fibre 32.5 4/1 yes V-2
∗represent the after-flame time after the flame application of first and second 10 s, and “-”
means complete combustion for samples.
of the fibrous HP-
β
-CDcontaining sample, crystallization of PLA started at a noticeable higher temperature (Tc = 116 °C), which indicates increased nucleating effect of the high-surface-area cy- clodextrin.Itcanalsobeseenthatforallthethreeflame-retarded composites, the crystallinitydetermined fromthe second heating cycle increasedcompared to the additive-freePLA,which can be connected to thedecrease inmolecular weight dueto hightem- perature andshear forcesoccurringduringthe productionofthe composites[59].3.6. Tensiletests
TensiletestswereperformedtostudytheeffectoftheusedFR components on the mechanicalperformance ofthe PLA compos- ites. InTable6,thetensilestrength,Young’smodulus andelonga- tionatyieldvaluesmeasuredfortheflame-retardedPLAcompos- itesarepresented.Asexpected,bothneatAPPandHP-
β
-CDactasa non-reinforcingfillerinthe PLAmatrixandresultindecreased tensile strengthandelongation. Comparingthe effects ofpowder and fibrous HP-
β
-CD, it can be concludedthat usingfibrous HP-β
-CD slightly better results can be obtained with respect to allthe studied mechanical properties(higher modulus, strength and elongation)thanwiththeconventionalpowderadditive.Basedon this resultit is presumed that themicrofibrous HP-
β
-CD, duetoits small particle sizeand highaspect ratio,can have areinforc- ing effectin the system. Also, the surface modifying the efficacy ofthemicrofibrousHP-
β
-CDisbelievedtobe higherthanthat oftheconventional powderformthatresultsinincreasedinterfacial compatibilitybetweenAPP andPLAenablingmoreefficienttrans- ferofexternalloadsfromthepolymermatrixtothefillers.
Analysis of variance (ANOVA) was performed to evaluate the effect of the used FR additives on Young’s modulus. Results in- dicated that thetype ofthe additive has nosignificant influence on this mechanical characteristic (p-value = 0.114, significance level:5%).However,byperformingplannedcomparisonswithcon- trast coefficients it wasconfirmed that there is a significant dif- ference between the modulus values of PLA/APP/HP-
β
-CD pow-derandPLA/APP/HP-
β
-CDfibresamples(p-value=0.0233,signif- icancelevel:5%).Accordingly,itcanbeconcludedthattheparticle sizeandstructureoftheHP-β
-CDusedat3wt%hasaneffectonthemodulusoftheflame-retardedcomposite.
3.7. LimitingoxygenindexandUL-94
The resultsoftheLOI andUL-94 measurements performedon the flame-retardedPLAcomposites aresummarizedinTable7.In
the caseof PLAwithout flame retardants, during performing the horizontaltesttheflamespreadthroughoutthetestspecimen,the averageflamespreadingratewascalculatedtobe34mm/min.
In thecase ofthe samplewith APP alone,a minimal level of charring wasobserved, while inthe caseof the specimenscom- binedwithHP-
β
-CD,thephenomenon ofcharring wasmorevisi-ble.Comparingthe powderandfibrousHP-
β
-CDcontainingsam-ples,it wasobserved that onthesurfaceoftheout flamed spec- imens withfibrous HP-
β
-CDsomewhat more carbonaceous char formed.However,apartfromthis,foreachsample,thefallingpoly- merdroplets ignitedthepiece ofcottonwoolplaced underneath, thusachievingaV-2ratingaccordingtotheUL-94standard.The measured LOI values show that both types of HP-
β
-CD,when appliedat 3% besides 15%APP,effectively increase the LOI ofthePLAcomposites.Nevertheless,itwasfound,thattheLOIof the flame-retarded PLA composite containingfibrous HP-
β
-CD issignificantly higher than that ofthe sample containingthe same amount of HP-
β
-CD powder. Consequently, the smaller particle sizeandincreasedsurfaceareato volumeratioofthefibrous cy- clodextrinisbelievedtobeofkeyimportance regardingitsflame retardantefficiency.3.8. Masslosscalorimetry
TheheatemissioncurvesgainedfromtheMassLosscalorime- termeasurementsofthePLAcompositesareshowninFig.8while the recorded mass loss during the combustion is presented in Fig.9.MainflammabilitycharacteristicsaresummarisedinTable8. Basedon theheatemission curvesitcan beseen thatthe HP-
β
-CDtypecharringagentsgreatlyreducedtheamountofheatemit- tedduringthecombustionofthePLAcomposites.Comparedtothe PLA/APPsample, theheatreleaseratecurvesareflatterandmore elongated in time when HP-
β
-CD is also present in the system.This slower decomposition phenomenon can also be read when comparingtheslopeoftheweightlosscurvesinFig.9.
ThesamplescontainingFRadditivesshowa20–25%lowertotal heat release (THR)compared to neat PLA. The peak heat release rate (pHRR) values show a similar decrease. For both measured quantities,thesamplecontainingfibrousHP-
β
-CDshowedthebestresultswitha 25%reductionintotalheat emissionanda 40%re- duction inthe peak heat release ratecompared to those of neat PLA.Themaximumrateofheatemission(pHRR)correspondingto thesamplecontainingfibrous HP-
β
-CDwasalsosignificantly (by 33%)lower compared to the PLA/APP system, and also thehigh- est amount of carbonaceous residue (mresidue) was formed fromFig. 8. Heat release curves of polymer samples over time.
Fig. 9. Mass loss of polymer samples over time.
Table 8
Combustion characteristics obtained from MLC tests and the calculated Flame Retardancy Index (FRI).
Sample name
t ign pHRR t pHRR THR m residue FRI
[s] [kW/m 2] [s] [MJ/m ²] [%] [-]
PLA 38 ±4 581 ±7 104 ±2 47.2 ±0.3 0.0 ±0.0 1.00
PLA/APP 43 ±4 525 ±3 109 ±1 39.7 ±0.8 10.6 ±0.2 1.49 PLA/APP/HP- β-CD powder 39 ±1 374 ±9 105 ±1 38.8 ±0.5 10.6 ±0.4 1.94 PLA/APP/HP- β-CD fibre 45 ±4 353 ±19 105 ±1 35.8 ±0.9 11.9 ±0.4 2.57
this sample. Basedon the FlameRetardancy Indices(FRIs) ofthe composites, both HP-
β
-CDcontainingIFRsystems provide“good”flameretardantperformance(1<FRI<10)[55].Nevertheless,FRI increasedfrom1.94(withpowderHP-
β
-CD)to2.57(withmicrofi-brous HP-
β
-CD)only by changing the physicalform i.e.the spe-cificsurfaceareaofthe usedHP-
β
-CD. Itwasconcludedthatthemicrofibrousstructureofthecharringagentisbeneficialregarding the flameretardancy performance oftheIFR system.The charred residues obtained after cone calorimeter tests show slightly dif- fering morphology,ascan be seen in Fig. 10.It is proposed that thewell-dispersedmicrofibrousHP-
β
-CDimprovestheintegrityoftheintumescentcharlayer,therebyimprovingitsthermalandme- chanical stabilityandthuscontributestobetterflameretardation.
Tofurtherinvestigatethisphenomenon,themechanicalresistance ofthecarbonaceousresidueswasanalysedwithcompressiontests.
3.9. Mechanicalcharacterisationofchars
The thickness, structure and mechanical stability of the intu- mescent chars are crucial regarding their fire protecting perfor- mance. The mechanical resistance of the chars formed from the flame-retarded PLA composites containing HP-
β
-CD as charringagents were compared by performing compression tests. As the heightsof the examined chars were different,in Fig.11 thereg- isterednormalforce valuesobtainedfromthreeparallelmeasure- ments were plottedagainst thepercentageof deformation ofthe corresponding chars. Tocharacterizethe mechanicalresistance of
Fig. 10. The charred residues obtained after cone calorimeter tests from left to right: PLA/APP; PLA/APP/HP- β-CD powder; PLA/APP/HP- β-CD fibre.
Fig. 11. Normal force vs. deformation curves measured for the chars formed from the two types of HP- β-CD containing intumescent flame-retarded systems.
Table 9
Initial height, maximum strength (on 0–10% deformation interval), modulus and strength of the charred residues.
Sample
Initial height Strength Modulus Char strength
[mm] [Pa] [kPa] [Pa/def%]
PLA/APP/HP- β-CD powder 17 ±2 542 ±142 9.6 ±2.5 4.7 ±1.1 PLA/APP/HP- β-CD fibre 22 ±2 1107 ±88 18.8 ±2.6 8.2 ±1.0
the foam structures, the charstrength andmodulus values were calculated for each tests sample, which can be seen in Table 9 together withthedetermined initial heights ofthe examined in- tumescent char layers. The presented mechanical characteristics can be interpreted asthe resistance of the formed carbonaceous residuetodeformation.Thecombustionresiduescorrespondingto the fibrous HP-
β
-CD containing sample showed improved resis-tance to deformation even though thesechar layers hada larger extent(thickness reachednearly 2cm).Thecompressionstrength of the carbonaceous residue corresponding to the PLA/APP/HP-
β
-CD fibre sample (1107 ± 88 Pa) was measured to be more thantwo-foldgreaterthanthatofthesamplecontainingidentical amountofconventionalpowderedHP-β
-CD(542±142Pa).Thefi- brousHP-β
-CDwasfoundtosimilarlyincreasethestiffness(mod-ulus)ofthecharredlayers.Thethermalandmechanicalresistance ofanintumescentcharfundamentallydeterminestheflameretar- dant effectiveness of the protective layer. Our results show that themicrofibre-structuredHP-
β
-CDeffectivelystrengthensthecar- bonaceouslayer,therebyimprovingitsheatandmaterialtransport inhibitory effect. The key importance of compact char formation is moreobvious whenthe ignition sourcecomes from theedges ofsamples(e.g.LOItest), wheretheefficientbarrieragainst heat, oxygenandfueltransportcanresultinimmediatefireextinction.Themicrostructure ofthecharredresidues wasalso examined bySEM.In Fig.12,micrographswithamagnificationof100× are presented,showingthecharacteristicporestructureofarelatively large area. Accordingly, the multicellular honeycomb structure is characteristicforbothchars,however,theydifferinporesize;the
Fig. 13. Schematic representation of the flame retardancy mechanism.
charred residuecorresponding to thefibrous HP-
β
-CDcontainingcomposite iscomposed of noticeablysmaller cells. Itis proposed that the high-surface-area HP-
β
-CD microfibres may initiate cellnucleation during the simultaneous charring andexpansion pro- cess, resultingin highercell density.The increased APP/HP-
β
-CDinteractionproposedbasedonFigs.6and7,mayhaveasimilaref- fect duringintumescentcharforming.Atacomparableexpansion ratio, witha smallercell diameteranda greater number ofcells theamountofheatabsorbedandscatteredbythewallsduringthe heattransferprocessincreases,whichresultsinsmallerheatcon- ductivity. Thegreaterinitial heightsofthe carbonaceouslayers of thePLA/APP/HP-
β
-CDfibresamplesarealsoassociatedwithlowerheatconductivity.Asbothparameters,i.e.smallercellsizeandin- creasedthickness,arepositivelycorrelatedwiththermalinsulation, theyareimportantfactorsinprovidingimprovedflameretardancy aswell.
4. Conclusion
Itisdemonstratedthattheefficiencyofanintumescentflame- retardant systemcanbe noticeablyimprovedjustbyreducingthe particle size andaspect ratio of the used charring agent. In this study, the specific surface area of HP-
β
-CD was increased nine-fold by the high throughput aqueous HSES fibre forming tech- nology. The thus obtainedhigh-surface-area HP-
β
-CD microfibreswere found to have better char promoting performance in intu- mescent flame-retardedPLAsystem thanthe conventional HP-
β
-CD powder. By increasing the specific surface area of the used charring agent, a remarkable increment of the LOI value (from 29.0% to 32.5%) and a noticeable improvement in all the com- bustion characteristics,measured by conecalorimeter tests, were achieved.Furthermore,theinvestigatedmechanicalcharacteristics
oftheflame-retardedPLAcompositesalsoimprovedwhentheHP-
β
-CDadditivewasusedinamicrofibrousform.The improved flame retardant performance of the microfi- brous charring agent is proposed to rely on multiple effects. On one hand, it was evinced by TGA analyses that the associated supramolecularstructureoftheelectrospunHP-
β
-CDfibresisther-mallymorestablethanthepowderedform,soisthecharthatre- mainsafterdecompositionofthefibrousmaterial.Onotherhand, based on SEM imaging and mechanical characterisation of the composites,HP-
β
-CDparticlestendtoallocatearoundtheAPPpar-ticlesduringmeltprocessingwhen thehigh-surface-areamicrofi- bresareabletoformmoreinteractionswiththeacidsource.Asa result, the charformation will be moreeffective,as indicated by the increased amount of residue obtainedboth after TGAanaly- sisandconecalorimetertest.Besidestheseeffects,themicrofibres arebelievedtohaveanincreasedcellnucleatingeffectduringthe swellingprocess,resultingina honeycombstructuredcharthatis composedofsmallercellsaccompaniedbylower thermalconduc- tivity.Alsorelatingtothiseffect,thecharlayerformedfromthefi- brousHP-
β
-CDcontainingPLAcompositewasfoundtohaveabouttwotimeshighercompressionstrengthandmodulusthanthoseof the powdered HP-
β
-CD containingcomposite. By thismeans, anadvantageofvariousmicrofibrousfillers,namelythattheycanre- inforce the intumescentchar layer without compromisingits ex- pandability, has been successfully utilised with the cyclodextrin typecharringagent.Asaconsequenceofallthese,byusingHP-
β
-CDwithmicrofibrousstructure, anincreasedamount ofintumes- centcharformsthatisthermallyandmechanicallymoreresistant and thus provides improved fire protection to the polymer. The proposedflameretardancymechanismisalsopresentedschemati- callyinFig.13.
Thenewrecognition,namelythattheparticlesizereductionof the HP-