BUDAPESTI MŰSZAKI ÉS GAZDASÁGTUDOMÁNYI EGYETEM GYÁRTÁSTUDOMÁNY ÉS -TECHNOLÓGIA
TANSZÉK
Porkohászati sajtolószerszám gépészeti tervezése
Készítették: Czampa Miklós Zatykó Sándor
Carbosint Kft.
Tartalomjegyzék
Hengeres, hengeres-peremes szinterbronz perselyek gyártása ... - 2 -
Gyártási követelmények ... - 2 -
A préstest előállításának módjai préseléstechnikai szempontból ... - 2 -
Sajtolás felsőpréseléssel ... - 2 -
A gyártás automatizálása ... - 4 -
Hengeres szinterbronz perselyek gyártása ... - 6 -
Hengeres-peremes szinterbronz perselyek gyártása ... - 7 -
Peremes darabok esetén alkalmazott préselési folyamat lépései ... - 8 -
A feladatban jelölt szinterbronz persely sajtolószerszámainak megtervezése ... - 12 -
A kijelölt hengeres –peremes szinterbronz persely ... - 12 -
A sajtolószerszámok megtervezése ... - 13 -
A szerszám hosszméretek meghatározása ... - 13 -
A sajtoló ház (matrica) magasságának tervezése ... - 13 -
A bélyeghosszok (magasságok) meghatározása ... - 15 -
A dolgozó átmérők meghatározása ... - 16 -
Tűrés és illesztéstechnikai számítások ... - 17 -
A matrica, felső bélyeg, illetve külső alsó bélyeg tűrései ... - 17 -
Felső és külső alsó bélyeg külső átmérője esetén ... - 17 -
A hőtágulás figyelembe vétele ... - 17 -
A bélyegek illeszkedése egymáshoz, és a tüskéhez... - 18 -
A préselő szerszámok alakjának megtervezése ... - 18 -
A megtervezett préselő szerszámok szilárdságtani ellenőrzése... - 19 -
A préselő felső bélyeg ellenőrzése ... - 19 -
A préselő külső alsó bélyeg ellenőrzése ... - 21 -
A préselő belső alsó bélyeg ellenőrzése ... - 23 -
A préselő tüske ellenőrzése ... - 24 -
A préselő ház (matrica) ellenőrzése ... - 26 -
Irodalomjegyzék ... - 29 -
Hengeres, hengeres-peremes szinterbronz perselyek gyártása
Gyártási követelmények
Az esetek többségében a porból készült préstestek sűrűsége sajtolásnál nem lesz mindenütt olyan egyforma, mintha folyékony, vagy plasztikus anyagokból készítenék őket, ugyanis a szerszám falán fellépő porsúrlódás megakadályozza az egyenletes tömörítést.
Azonban a magas minőségi követelmények betartásához lehetőleg egyenletes sűrűségeloszlást kell biztosítani a préstest egészében.
Az egyenletes sűrűségeloszlás főként az alábbiaktól függ: [6]
A tömörítési módtól.
A préselő szerszámok kialakításától.
A préselendő anyagtól, és a felhasznált kötőanyagtól.
A préstesteknek a megadott mérettűréseken belül kell lenniük. A tűrések betarthatóságának a problémája a darabok sűrűségére vezethető vissza, ugyanis a préselést követő szinterezés során a darabok zsugorodni fognak a sűrűségüktől, és az alkalmazott por összetételétől függően. Ahol kisebb a sűrűség, ott nagyobb zsugorodás, ezáltal nagyobb deformáció fog fellépni, ezáltal a daraboknak azon része, melyek kisebb sűrűségűek, a nagyobb deformáció miatt tűrésen kívülre kerülhetnek, ami selejtképződéshez vezet.
A préstestben a sűrűség egyenletessége azért is igen fontos, mert a befejező kalibráló műveleteknél a jobban deformált részeket nehezebb lesz újra sajtolni, mert az anyag „emlékezni”
fog a korábbi nagymértékű deformációkra.
A szokásos tömörítéskor meg kell választani az egyes szerszámelemek – felsőbélyeg, alsóbélyeg, matrica – egymáshoz viszonyított mozgásait.
A préstest előállításának módjai préseléstechnikai szempontból [6]
Sajtolás felsőpréseléssel
Itt a felsőbélyeg rövid belejárása után a matrica is megindul vele egyirányban, és azonos sebességgel haladnak lefelé. Miután a matrica eléri a préshelyzetet, alulról meg lesz támasztva, és megáll abban a pozícióban. A felsőbélyeg a fennmaradó utat pedig a matricában teszi meg a préshelyzet eléréséig.
A tömörítés alulról kis belsőnyomással, az alsóbélyeg által következik be, amikor a felsőbélyeg még nem annyira erős előtömörítést végzett. Ezáltal a por és a matrica fala közötti súrlódás kisebb lesz, ami elősegíti az egyenletes nyomáseloszlást. A módszer előnye, hogy az alsóbélyeg nyomása kisebb lehet, mint a felülről ható. Miután a matrica elérte a préshelyzetet, a felsőbélyeg ezúttal további mozgással felülről utánsajtolást végez. A felsőpréselés útjának megváltoztatásával nagyon egyszerűen lehet a sűrűségeloszlást befolyásolni. A semleges zóna, amely a legkisebb sűrűségű zóna, ezáltal a préstest közepéről egy tetszőleges részére áthelyezhető.
Ez a módszer nagyon elterjedt a préseléstechnikában.
1.ábra. Gépmozgások felsőpréseléssel végzett sajtoláskor [6]
Ekkor a gépmozgások: (1.ábra)
I. Töltőhelyzet T: A matrica meg van töltve, a felsőbélyeg lefelé mozog, és belemerül a matricába (B).
II. A matricamozgás kezdete M1: Miután a felsőbélyeg a matricába való teljes belejárási út egy részét elérte, a matrica mozogni kezd lefelé.
III.a. A matrica préshelyzete M2: A matrica eléri a préshelyzetet, és megáll. A
………felsőbélyeg tovább mozog lefelé a matricában a teljes belejárási mélység
………eléréséig.
III.b. Préshelyzet P: A matrica elérte a préshelyzetet, és a préstest megkapta a ………végleges formáját. A felsőbélyeg újra felfele mozog, a matrica pedig lehúzó ………helyzetbe megy.
IV. Lehúzó helyzet L: A préstestet el lehet venni, vagy kitolni. A matrica pedig
………visszaáll töltőhelyzetbe.
2.ábra. A töltőszerkezet [6]
Rosszul szellőztethető présanyagoknál a porszemcsék közötti levegőnek nincs elegendő ideje eltávozni, így az is összepréselődik. Ez sok esetben azzal a következménnyel jár, hogy a sajtolás után a préstestben belső nyomás marad. Azonban ez a jelenség a felső bélyeg előrugózásával elkerülhető. Ekkor a felsőbélyeg már korán terheli a port, és lágyan előtömöríti azt, a porba bezárt levegőnek így hosszabb ideje marad eltávozni a szerszámból.
Amint a por ellenállása nagyobb lesz, mint a felső bélyeget nyomó rugóerő, a rugó összenyomódik, és a sajtolás normál préserővel folytatódik.
Veszélyes – nagy peremátmérőjű, kis peremmagasságú- préstesteknél lassabb feszültségmentesítés is alkalmazható, ugyanis a nagyon erősen kirugózó anyagú, kedvezőtlen formájú préstest a fellépő feszültségkülönbségek miatt a matrica lehúzásakor megfeszülhet, és elrepedhet. Ennek megakadályozására a felsőbélyeg előrugózásával egy megfelelő erővel lehúzás közben a préstesten tartható a felső bélyeg.
A gyártás automatizálása [6]
A folyamatos gyártáshoz szükség van az automatizált présmozgások mellett az automatikus alapanyag ellátásra, és az automatikus darabeltávolításra is. Ennek megvalósítását az ún.
töltőszerkezet (2.ábra) is végezheti.
A töltőszerkezet a matrica automatikus töltésére való minden préselési folyamatnál. Egyes gépeken a porkészlet egy felfüggesztett portárolóból jut a töltősilóba, ahonnan egy flexibilis csövön át kerül a töltőpapucsba. Töltőhelyzetben a töltőpapucs a matrica felé csúszik, közben pedig a por a préstérbe ömlik. Visszajáráskor a matrica fölött található port a töltőpapucs lehúzza.
Egyes gépeken, miközben a töltőpapucs töltőhelyzetbe áll, maga előtt eltolja az előző ciklus alatt préselt darabot is. Így az automatikus darabeltávolítás is biztosított.
3.ábra. A darab sűrűségének változása a töltőmagasság függvényében [6]
4.ábra. Peremes préstestek töltőmagassága [6]
A töltőmagasság összefüggése a sűrűséggel:
A por összesajtolásakor az eredeti sűrűség növekszik. A portöltés fele magasságára sajtolt darab sűrűsége kétszeres, harmadára összepréselve pedig a sűrűség háromszoros lesz. (3.ábra) Általánosan:
por darab
H h
, ahol „h” a töltőtérmagasság, „H” a darab végső magassága, „darab” a darab végső sűrűsége, „por” a por sűrűsége.
Peremes, vagy lépcsős darabok esetében az egyes részekhez különböző töltőtér magasságok tartoznak. Csak így lehetséges az egész préstesten azonos tömörítési arányt biztosítani.
„Hagyományos” szerszámozással ez nem lenne biztosítható. A 4. ábrán látható, hogy ha ezt a szempontot nem veszik figyelembe, akkor a peremes rész túltömörödne, a maradék rész pedig szinte tömörödés nélkül maradna.
A töltőtér viszony a Carbosint Kft.-nél alkalmazott technológia és bronzporok esetében 2
darab s látszólago
értékre állítják be. Ez azt jelenti, hogy a por sajtoláskor kezdeti sűrűségének 2 szeresére fog összepréselődni.
5.ábra. Hengeres szinterbronz perselyek gyártása
Ahhoz, hogy a lépcsős/peremes darabokon belül mindenütt egyforma legyen préselés után a sűrűség, eltérő szerszámozásra van szükség mint a nem peremes esetben, ugyanis csak ezzel biztosítható a homogén porszerkezet előállítása, és a zsugorításkor bekövetkező deformációk minimalizálása.
Hengeres szinterbronz perselyek gyártása
Hengeres szinterbronz perselyek gyártásakor legtöbbször a kétoldali sajtolás módszerét alkalmazzák.
(5.ábra)
Ebben az esetben a
szerszámozás is egyszerűbb, elegendő egy felső, egy alsóbélyeg, egy tüske és egy matrica. Az alsó bélyeg fix lesz, míg a matrica, valamint a felsőbélyeg elmozdul. A matrica mozgása összehangolt a felső bélyegével.
A por ebben az esetben préseléskor egyenletesen, akadálytalanul tömörödik két irányból; a darab két vége tömörebb lesz, a középső rész pedig viszonylag ritkább. Az alulról való tömörítést itt a fix alsó bélyeg valósítja meg. A felső bélyeg és a matrica hozzá képest lefele mozdul el, ezáltal azt a hatást érik el, mintha maga az alsó bélyeg mozogna felfelé. Az ilyen geometriájú darabok gyártása nem ütközik különösebb nehézségekbe.
A szerszámozást ekkor úgy kell megtervezni, hogy a
H
h töltőtér viszony a bronzporoknál szokásos 2
darab s látszólago
értéket vegye
fel.
Hengeres perselyeknél ezeket figyelembe véve egyenletes sűrűségű préstestek gyárthatók.
8.ábra. Osztott alsó bélyeges szerszám
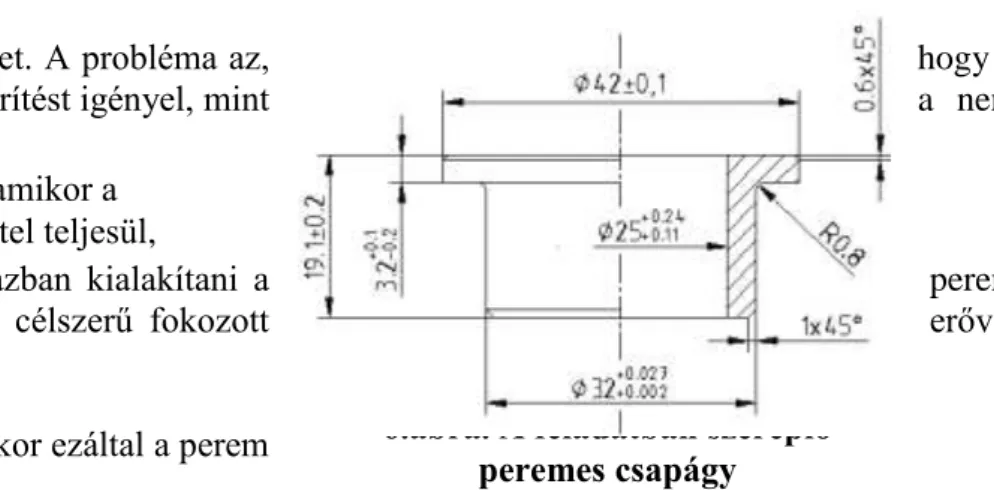
6.ábra. A feladatban szereplő peremes csapágy
7.ábra. Matrica alátámasztás [6]
Hengeres perselyek gyártásakor a préselési folyamat lépései az 1. ábra szerint:
Első lépés: Töltési helyzet. Ekkor a por alapanyag a matricába már be van töltve a megfelelő
„h” töltőmagassággal. A felső bélyeg elkezd lefele mozogni, hogy belehatoljon a matricába. A por itt még mindenütt laza állapotban van.
Második lépés: Ebben a fázisban a felsőbélyeg rövid belejárása után a matrica is megindul vele egyirányba, és azonos sebességgel, összehangoltan haladnak lefelé. Miután a matrica eléri a préshelyzetet, alulról meg lesz támasztva, és megáll abban a pozícióban. A felsőbélyeg pedig a fennmaradó utat a matricában teszi meg a préshelyzet eléréséig. A préstest eléri a végső sűrűségét, elkészült. A felső bélyeg elkezd felfele mozogni.
Harmadik lépés: Az utolsó lépésben a matrica a tüskével együtt tovább mozdul el addig, amíg a préstestet el nem lehet távolítani a szerszámok közül.
Hengeres-peremes szinterbronz perselyek gyártása
Ez már bonyolultabb eset. A probléma az, hogy a
perem kisebb mértékű tömörítést igényel, mint a nem
peremes rész. hHpP
1-2 mm-es peremeknél amikor a 4
PerselyØ -
Ø
Perem feltétel teljesül,
elegendő csak a préselő házban kialakítani a perem
formáját. Ekkor a matricát célszerű fokozott erővel
töltőhelyzetben tartani.
(7. ábra)
A felső bélyeg belépésekor ezáltal a perem előtömörítése nagyobb lesz.
A matrica présútjának kezdetén nem kívánatos porcsúszás léphet fel a perem és a csap között.
Az ilyen alátámasztásra azon géptípusoknál van lehetőség, melyeknél a visszahúzás hidraulikus visszahúzó hengere reteszeléssel van felszerelve.
A feladat megha
9.ábra. Töltési helyzet tározásban szereplő csapágynál (6.ábra), mivel a perem magassága kicsi a teljes
darabmagassághoz viszonyítva, az 5. ábrán szereplő szerszámozást alkalmazva a perem túlzottan tömörítve lenne, az alsó rész pedig kevésbé, vagy pedig alig tömörödne.
Ezt elkerülendő, a szerszámok kialakításakor ún. osztott alsó bélyeget kell alkalmazni, egy belső, és egy külső alsó bélyeget. (8.ábra)
A belső alsó bélyeg fix lesz, a külső pedig az úgynevezett lebegő bélyeg lesz. Ez azt jelenti, hogy préselés során amikor a felső bélyeg belehatol a matricába, majd azzal együtt tovább mozog lefele, a külső alsó bélyeg is lefelé mozdul el velük összehangoltan, így azt a hatást érik el, mintha a belső alsó bélyeg alulról tömörítené a darabot. Ennél a szerszámozásnál a nem peremes rész is az előírásoknak megfelelően tömöríthető, valamint elkerülik a peremes rész túltömörítését. Így a préstest homogenitása biztosítva lesz.
Peremes darabok esetén alkalmazott préselési folyamat lépései Első fázis, töltési helyzet:
A töltési helyzetben (9.ábra) a por alapanyag a matricába már be van töltve az elrendezésnek megfelelő „h” töltőmagassággal a teljes magasságot, és „p” töltőmagassággal a peremet illetően.
A felső bélyeg elkezd lefele mozogni, hogy belehatoljon a matricába. A por itt még mindenütt laza állapotban van. A csúszkák olyan helyzetben vannak, hogy a külső alsó bélyeg később fel tudjon rájuk feküdni, a külső alsó bélyegek magassága pedig ütközőkkel van beállítva a érvényes töltőtérmagasság szerint. A kihúzó ék is lefele mozdul el
Második fázis:
A második fázis során a peremes rész „P”
magasság
a fog
kialakulni.
(10. ábra) A felső bélyeg egy „ H ” értékkel belehatol a matricába, hogy a por sajtolásko r ne jöjjön ki belőle.
Ez a
Hérték a további fázisok során végig állandó értékű lesz. Peremes perselyeknél ez a behatolási mélység egyenlő a kialakítandó perem P magasságával. A fázis végén a perem már elérte a kívánt
10.ábra. A perem kialakulása
sűrűségét, de az alsó rész még laza állapotban van. A csúszkák továbbra is olyan helyzetben vannak, hogy a külső alsó bélyeg később rájuk tudjon ülni.
Harmadik fázis:
A harmadik fázis során a következő mozgások történnek: A felső bélyeggel együtt összehangoltan a matrica, a tüske, és a külső alsó bélyeg is lefele mozdul el. Ennek hatására a darab alsó része fog tömörödni. A mozgás során a Hérték végig állandó lesz.
A külső alsó bélyeg feltámaszkodik a csúszkákon a lefele való mozgása során. A csúszkák az ábrákon látható kihúzó ékes mechanizmus segítségével mozgathatók. Amikor a felütközés megtörténik, a felső bélyeg még kissé lefelé mozdul el, aminek hatására a darab alsó része eléri a kívánt sűrűségének értékét; a kívánt sűrűség mindenütt egyforma lesz, a csapágy elkészült (11.
ábra).
11.ábra. A darab végső formájának kialakulása
Arra nagyon kell ügyelni, nehogy a külső alsó bélyeg felütközése után a felső bélyeg lefelé mozgása túlzott mértékű legyen, mert szerszámtörés következhet be. Optimális esetben a felső bélyeg a kis mértékű túlfutása után elindul felfelé, megszűnik a préstestre ható nyomás, így a csúszkákat el lehet majd távolítani a külső alsó bélyeg alól.
Negyedik fázis: A darab kitolása a présszerszámok közül.
Az utolsó fázis során a mozgatható csúszkákat a kihúzó ékek segítségével eltávolítják a külső alsó bélyeg alól, ezáltal az tovább tud lefele haladni a matricával és a tüskével együtt. Az ütköző csap fogja tovább lefele tolni a külső alsó bélyeget a kitoló helyzet eléréséig, amíg a darabot el nem lehet távolítani. (12.ábra)
Az eltávolítás történhet kézzel, vagy géppel. Utóbbi esetben az eltávolítást az automatikus töltőberendezés végzi, ami a kitolás után egyből új adag port juttat a matricába, így az egész folyamat kezdődhet elölről.
12.ábra. A darab kitolása
Különösen széles és lapos peremű présdarabok esetében a kitolás során a peremnél olyan erők ébredhetnek, melynek hatására a perem elszakadna. Ekkor miközben a matrica, a tüske, valamint a külső alsó bélyeg lefelé mozog kitoláskor, a felső bélyeggel meg kell támasztani a darab peremes részének tetejét. Ezt a rátartást egy hidropneumatikus henger biztosítja. Mikor a kitolás megtörtént, a felső bélyeg elemelkedik a darabtól, így nem sérül a présdarab pereme. Ez nagyon jól összehangolt gépbeállítást követel meg.
Összefoglalva peremes csapágyak gyártásakor lényegében két külön préselési diagram szerint kell sajtolni a darabot egy menetben. Külön diagram tartozik a peremhez, egy másik pedig a darab többi részéhez. Ennek megvalósítására van szükség az előbb bemutatott szerszámozásra, és gépmozgásra.
14.ábra. Hengeres –peremes persely
15.ábra. A gyártandó persely méretei 13.ábra. A kijelölt persely
A feladatban jelölt szinterbronz persely sajtolószerszámainak megtervezése
A kijelölt hengeres –peremes szinterbronz persely
Az üzemi konzulensem által kijelölt hengeres-peremes persely a 13-14. ábrán láthatók. Ehhez a préstesthez kellett megterveznem a sajtoló szerszámokat.
A 13-15.ábrán látható hengeres-peremes persely
anyaga a DIN 30910 szabvány szerinti grafit tartalmú porkohászati bronz.
Jele: SINT B 51.
Összetétele: C 1-5%; Sn 9-11%; Cu a maradék A kész préstestre előírt követelmények:
Alkalmazandó préspor látszólagos sűrűsége (l): 3400 [Kg/dm3]
Az elérendő sűrűség 6,8 [g/cm3]
Porozitás 202,5 [%]
Keménység >25 [HB]
Térfogat: 7786,48 [mm3]
Tömeg:50,1-54 [g]
A sajtolószerszámok megtervezése
Mivel ez a persely az előzőekben leírtak szerint peremes perselynek tekintendő, osztott alsó bélyeges szerszámot kell tervezni hozzá.
A tervezési szempontok/lépések:
A szerszámok hosszméreteinek tervezése
A szerszám dolgozó átmérőinek meghatározása
Tűrések és illesztések meghatározása a dolgozó átmérőkre
Egyéb geometriai kialakítások meghatározása
Szilárdságtani ellenőrző számítások elvégzése
A hosszméretek meghatározásakor figyelembe kell venni a présgép geometriai adottságait és a sajtolástechnikai követelményeket, a töltőtér viszonyt.
A dolgozó átmérők meghatározásakor abból kell kiindulni, hogy a Carbosint Kft.-nél alkalmazott bronzpor a szinterezés során nem zsugorodik és nem duzzad. Ezért a dolgozó átmérők meghatározásakor a gyártandó persely névleges átmérőit kell alapul venni.
A tűrések meghatározásakor figyelembe kell venni a szerszámok egymáshoz képesti elmozdulásához szükséges laza illesztést, valamint a hőtágulás miatti méretváltozásokat sem szabad elhanyagolni. Ennek az az oka, hogy a súrlódás miatt a szerszámok normál üzem közben felmelegszenek 80°C-ra.
A szerszám hosszméretek meghatározása
A sajtoló ház (matrica) magasságának tervezése
A matrica tervezése során meg kell határozni a szükséges minimális magasságát. Ehhez figyelembe kell venni a gyártandó persely magasságát, valamint a bélyegek megvezetéséhez szükséges távolságot is (16. ábra). A matrica alakját pedig a gép konstrukciója fogja meghatározni.
A kész darab sűrűsége 6.8 [g/cm3]-re adódik kétszeres töltőtér viszonynál.
Ezt a kétszeres töltőtér viszonyt, valamint a bélyegek megvezetéséhez szükséges minimális távolságot figyelembe véve számítható a ház szükséges minimális magassága:
Tervezési adatok:
A présgép típusa: DORST TPA-40
A gyártandó darab sűrűsége: 6,8 [g/cm3] a kétszeres töltőtér viszony alapján A kész darab préselendő magassága: 19,1 [mm]
A peremes rész kész magassága: 3,2 [mm]
Innen a peremes rész töltőtér magassága: p23,26,4 [mm] (1) Valamint a teljes töltőtér magasság: h219,138,2 [mm] (2)
16.ábra. A préselő ház minimális magasságának meghatározása
A bélyegek megvezetéséhez szükséges minimális hossz az alábbi képlet szerint számítható:
k
m D
d
l l , ahol az „
dl ”hányadossal a bélyegek karcsúságát veszik figyelembe, „D ” pedig a k belső alsó bélyeg átmérője.
Az „l/d” hányadost 1-nek választva a belső alsó bélyeg megvezetéséhez szükséges minimális hossz:
32 32 1 d D
lm l k [mm] (3) Tehát a matrica teljes magassága:
M = Teljes töltőtér magasság + lm= 38,23270,2 (4) Ennek alapján kerekítéssel a matrica magassága: 70 [mm]
17.ábra. A bélyegmagasságok meghatározása A bélyeghosszok (magasságok) meghatározása
A bélyeg magasságok meghatározása során figyelembe kell venni az alkalmazott présgép konstrukcióját, és a mozgások során használt biztonsági távolságokat. (17. ábra)
A gép konstrukciójából adódóan a matrica teteje és a csúszka alsó része közötti távolság 210 [mm].
A
préselő felső bélyeg hossza:
A préselő felső bélyeg magassága teljes egészében a gép konstrukciójából adódik, mivel töltési helyzetben a töltőberendezésnek el kell férnie a felső bélyeg alatt.
Ennek alapján a préselő felső bélyeg hossza: 85 [mm]
A fix préselő belső alsó bélyeg hossza:
A belső alsó bélyeg hossza a 17.ábra alapján határozható meg figyelembe véve a szükséges töltőtér magasságot (2).
Ez alapján a préselő belső alsó bélyeg hossza: 192 [mm]
A préselő külső alsó bélyeg magasságának meghatározása:
A külső alsó bélyeg magassága a csúszka, a támasztó tömb, a peremhez szükséges töltőtér magasság és a gép konstrukció alapján határozható meg.
A csúszka magassága a 11., és a 17. ábra alapján határozható meg. Magasságának nagyobbnak kell lennie 8 – 10 [mm]-el mint a persely perem alatti hengeres része;
azaz: H – P. Innen a vastagsága 25 [mm]-re adódott.
A támasztó tömb szerepe az, hogy ezen tud megtámaszkodni a külső alsó bélyeg, valamint ez fog felülni a csúszkára a préselési folyamat végén. Magassága 30 [mm] a gép konstrukciójából adódóan.
A külső alsó bélyeg elmozdulása sajtolás közben minimum 8
, 31 4 , 6 2 , 38 p
h [mm]. (5)
Minimálisan ennyi elmozdulást kell biztosítani lefelé préselés közben a külső alsó bélyegnek. Ezt a távolságot biztonsági okokból nagyobbra, 33,6 [mm]-re választottuk.
Ezek figyelembe vételével, valamint a 17.ábra alapján a külső alsó bélyeg hossza:
210 – (25 + 33,6 + 30 + 6,4) = 115 [mm]. (6) Tehát a préselő külső alsó bélyeg hossza: 115 [mm]
A préselő tüske hosszának meghatározása:
A préselő tüskét minimum olyan hosszúra kell elkészíteni, mint a matricát.
Tehát a préselő tüske hossza: 70 [mm]-re adódik a matrica magassága miatt.
A dolgozó átmérők meghatározása
A dolgozó átmérők meghatározásakor abból kell kiindulni, hogy a Carbosint Kft.-nél alkalmazott bronzpor a szinterezés során nem zsugorodik és nem duzzad. Ezért a dolgozó átmérők meghatározásakor a gyártandó persely névleges átmérőit kell alapul venni. (15, 16. ábrák) Ennek alapján a préselő ház (matrica) furata Ø42 [mm] lesz.
A préselő bélyegeknek és a tüskének kell megvalósítani a persely geometriáját.
Ezek alapján a préselő felső bélyeg külső mérete Ø42 [mm], furata pedig Ø25[mm] lesz.
A préselő külső alsó bélyeg külső mérete Ø42 [mm], furata pedig Ø32[mm] lesz.
A préselő belső alsó bélyeg külső mérete pedigØ32 [mm], furata pedig Ø25[mm] lesz.
Mivel a préselő tüske fogja kialakítani a persely belső méretét, Ø25 [mm]-re kell őt elkészíteni.
Tűrés és illesztéstechnikai számítások [8]
Az illeszkedő szerszámalkatrészeknek –a könnyű elmozdulás biztosítása érdekében- laza illesztést kell adni, de figyelembe kell a szerszámok üzem közbeni melegedéséből adódó hőtágulását is, mivel üzem közben a szerszámok hőmérséklete elérheti a 80°C-ot is.
Általában a matricánál nem kell számolni a hőtágulással, mert a hűtése kívülről biztosított. A bélyegeknél és a tüskénél azonban figyelembe kell venni a hőtágulásból adódó méretváltozást annak elkerülése érdekében, hogy a szerszámelemek ne szoruljanak össze munka közben.
A matrica, felső bélyeg, illetve külső alsó bélyeg tűrései
A névleges méret: Ø42 [mm]. Ø42H700,025, Ø42f600,,025041
Laza illesztésnél alaplyuk rendszerben a H7/f6 –nak megfelelő illesztési hézagot kell adnia.
Ennek megfelelően a ház furatának méretei az alábbi értékek közé esnek:
Ø42,000 Ø42,025
[mm].
Tehát a rajzon megadott tűrésØ4200,025 a matrica furatára vonatkozóan.
Felső és külső alsó bélyeg külső átmérője esetén
Névleges méret: Ø42 [mm]. Illesztés: f6-osØ42f6-0,0410,025 Így az f6-os illesztésnél a méretek:
Ø41,959 Ø41,975
[mm]-közé esnek.
A hőtágulás figyelembe vétele
Az acélok hőtágulási együtthatója: ] C m 0,0115[ mm
.
Ennek alapján az Ø42bélyegek külső méreteinek hőtágulása 80°C-os üzemi
hőmérsékleten: lDt0,01150,042800,038 [mm] (7)
A hőtágulás miatti összeszorulás szempontjából a legkedvezőtlenebb állapot, ha a matrica az alsó mérethatárára Ø42,000[mm]-re, az Ø42 bélyegek pedig a felső mérethatárukra, Ø41,975 [mm]-re készülnek.
A két érték különbsége: 42,000-41,9750,025 [mm] (8)
Mivel ez az érték kisebb, mint a hőtágulásból adódó l0,038[mm], a bélyegek felső tűréshatárát csökkenteni kell a hőtágulás értékének figyelembe vételével.
Ezért a bélyeg felső határa minimum 42-0,03841,962 [mm]. (9) Ennek megfelelően a bélyegek külső átmérőjének felső határ értéke: Ø41,96[mm].
Az alsó határérték ennél 0,01 [mm]-el kisebb, azaz Ø41,95 [mm]. A 0,01 [mm] a köszörülés pontosságát jelöli.
Így a rajzon megengedett tűrés értékek az Ø42-es felső és külső alsó bélyegek külső átmérőire:
04 , 0
05 ,
Ø420 [mm]
Mivel ezzel a tűréssel, ha a matrica a felső határméretére, Ø42,025 [mm]-re készülne, az illesztési hézag jelentősen megnőne, ezért a matrica furatának felső határát kisebbre kell venni [0,015] mm-el.
Így a matrica furatának tűrés értékei Ø4200,01 [mm]-re adódnak.
A bélyegek illeszkedése egymáshoz, és a tüskéhez
A fentiekhez hasonlóan a H7/f6 laza illesztést kell figyelembe venni azzal a különbséggel, hogy itt már nem kell számolni a hőtágulás miatti illesztési hézag csökkenésével, mivel a bélyegek és a tüske is egyformán felmelegedik 80°C-ra. Emiatt a gyártásból adódó illesztési hézagok maradnak a felmelegedés után is.
Tehát az Ø32/Ø25 [mm]-es belső alsó bélyeg tűrései Ø3200,,025041 [mm] a külső átmérőre,
021 , 0
Ø250 [mm] a furatára vonatkozóan. Ez a tűrés igaz lesz a felső bélyeg furatára is.
Az Ø42/Ø32 [mm]-es külső alsó bélyeg furatának tűrése Ø3200,025 [mm] lesz.
Az Ø25 [mm]-es tüske tűrése pedig f6-os illesztés esetén Ø2500,,02033 [mm] lesz.
A préselő szerszámok alakjának megtervezése
A préselő szerszámoknak meghatározott alakjuk van a préselő gép konstrukciójából adódóan, hogy fel lehessen őket fogni az adapterbe.
A matrica külső geometriájának tervezése során figyelembe kell venni a présgép adapterének konstrukcióját, az adapterbe való felfogás módját. Ugyanez a helyzet a tüskével, valamint a bélyegekkel is. Ezen szempontok figyelembe vételével adódtak a megtervezett szerszám külső geometriák.
A bélyegeknél alkalmazott köszörült felületek 0,06 [mm]-es alászúrását az indokolja, hogy üzem közben por kerülhet a szerszámok közé, ami összegyűlve szorulást okoz. Ez az alászúrás akadályozza meg az összeszorulást.
A matrica külső felületén, valamint a bélyegeknél a letörések az élfelfekvés elkerülése végett szükségesek.
A bélyegeknél, valamint a matrica külső felületén azért kellett lekerekítéseket alkalmazni a különböző átmérőjű részek átmenetekor, hogy az átmenet minél inkább feszültségmentes legyen.
Ugyanis a sarkok feszültséggyűjtő helynek számítanak, repedések indulhatnak innen.
A bélyegek végén kialakított fazonok pedig azért szükségesek, hogy sorjamentesen meg tudják valósítani a kívánt persely geometriáját.
A 0.2-es érdességet a pontos megvezetés, a jó minőségű gyártandó préstest felület, és az előírt illesztések betartása indokolja.
A préselő tüske végére a menetes csapot szintén a gép konstrukciója miatt kellett kialakítani, ugyanis ehhez fog kapcsolódni a tüske hosszabbító.
A megtervezett préselő szerszámok szilárdságtani ellenőrzése
A szilárdságtani ellenőrzés több részre bontható. A felső és alsó bélyegek esetében nyomó szilárdsági, és kihajlásra történő ellenőrzést kell elvégezni. A préselő tüskénél azt kell ellenőrizni, hogy az nem szakad-e fel a préselő erők hatására; a préselő ház esetében pedig azt kell ellenőrizni, hogy az nem reped-e szét a préselés közben fellépő nyomás hatására.
A préselő felső bélyeg ellenőrzése Nyomószilárdsági ellenőrzés [1]
A nyomó szilárdsági ellenőrzés során azt kell ellenőrizni, hogy az általam megtervezett préselő bélyegek elbírják- e a sajtoláskor fellépő erőkből fakadó igénybevételeket.
A bélyegek alapanyaga a Böhler acél gyártó és forgalmazó cég jelölése szerinti K100-as hidegmunka acél. Ez az anyag a régi MSZ szabvány szerinti K1-es anyagnak felel meg. Új jelölése: 1.2080.
Az alábbiakban közölt szilárdsági értékek a K100-as anyag 60 HRC keménységi értékre történt edzett, megeresztett állapotára érvényesek. Ugyanis a kész, hőkezelt sajtoló szerszámok ilyen szilárdsági jellemzőkkel rendelkeznek.
A K100-as anyag szilárdsági értékei:
Folyáshatára: F 3100 [MPa]
Az alkalmazott biztonsági tényező: n = 1,5
A megengedett feszültség értéke: 2066,666 5
, 1 3100 n
F
meg
[MPa] (10)
Technológiai adatok:
Fajlagos préselési nyomóerő bronzporok esetén: pb 300 [N/mm2] Az ellenőrzés lépései:
Első lépésként meg kell határozni a présgép nyomóerő szükségletét:
A felső bélyeg által nyomott felület:
568 , 4 894 ) Ø25 Ø42
4 ( ) d D (
Any 2 2 2 2 [mm2] (11) Innen a gép nyomóerő szükséglete:
552 , 268370 300
568 , 894 p
A
F ny b [N] = 268,370 [kN] (12) Ez az a nyomóerő, ami a bélyeget terheli.
A nyomó szilárdsági ellenőrzés a bélyeg legkisebb keresztmetszetére történik, hiszen ott ébrednek a legnagyobb igénybevételek.
A bélyeg minimális keresztmetszete:
422 , 4 831 ) Ø25,6 Ø41,4
4 ( ) d D (
Amin 22min 2min 2 2
[mm2] (13)
A minimális keresztmetszetben ébredő feszültség értéke:
785 , 422 322
, 831
552 , 268370 A
F
min
számított
[N/mm2] = 322,785 [MPa] (14)
18.ábra. A rúd kihajlási hosszai [7]
19.ábra. Érvényességi tartományok [7]
A darab nyomó szilárdsági szempontból akkor megfelelő, ha számított meg
Jelen esetben számított 322,785[MPa]meg 2066,666[MPa] (15) Tehát a préselő felső bélyeg nyomó szilárdsági szempontból megfelel!
Kihajlásra történő ellenőrzés [7]
A préselő bélyegek felfoghatók egyfajta hosszú rudaknak, amelyek nyomásakor mindig számítani lehet a kihajlás jelenségének bekövetkezésére. Ez azt jelenti, hogy egy kritikus
min krit
krit A
F
feszültségi értéknél a rúd egyenes egyensúlyi alakja már nem stabil, hanem a legkisebb zavarás hatására is kitér egyensúlyi helyzetéből, a zavarás megszűnése után se jut oda vissza, mozgásba jön, görbülete elkezd növekedni míg el nem törik.
Euler szerint a kritikus erő értéke, amikor a rúd már kihajlik:
E l I
F 2
2
0
krit
, ahol „l0”a rúd kihajlási hossza, „I2”a keresztmetszet legkisebb súlyponti másodrendű nyomatéka, „E” a rugalmassági modululus.
( K100-as anyagra 234[GPa])
Az „l0” hossz a rúd megtámasztásától függ, értékének meghatározása négy alapesetre bontható (18.ábra).
Az én esetemben igazából egyik alapeset sem lenne használható, ugyanis a préselő bélyeg a préselési helyzete végén alul és felül is egyaránt meg van vezetve, ezért én az első, a legkedvezőtlenebb esetet vettem figyelembe, így ezzel a biztonság felé tértem el.
Tehát l0 = l, a bélyeg kihajlás szempontjából veszélyes hossza, 85 – 17 = 68 [mm] (16) Utána be kell vezetni a
2 0
i
l
karcsúsági tényezőt, melyben
0 2
2 A
i I a legkisebb inerciasugár értéke.
A kritikus feszültség pedig Euler szerint ekkor:
... E
2
krit
Kísérletek tanúsága szerint (19. ábra) ez a képlet 0 értékek esetén érvényes, ahol „0” anyagjellemző, (20. ábra) értéke pedig 0 86ötvözött acélok esetében.
A 0 esetben a Tetmajer –képlet szerint kell elvégezni a számításokat.
20.ábra. Anyagjellemzők különféle anyagokra [7]
21.ábra. Bélyeg keresztmetszet )
a ( a
a0 1 2 2
krit
, melyben „a0”, „a1”, és esetleg „a2” anyagjellemzők.
Végül f esetében krit F ReH állandó.
A préselő felső bélyeg esetében először is meg kell határozni a kihajlási szempontból minimális keresztmetszetét: (21.ábra)
Ez az érték a (13) képlet szerint: 831,422 [mm2]
Ezután meg kell határozni a minimális keresztmetszet legkisebb súlyponti másodrendű nyomatékát:
121 , 123119 ) 64
Ø25,6 Ø41,4
64 ( ) d D ( I I
Ix y 2 4 4 4 4
[mm4] (17)
Ekkor az inerciasugár értéke:
689 , 422 12
, 831
121 , 123119 A
i I
0 2
2 [mm]
(18)
Továbbá ekkor a karcsúság értéke:
358 , 689 5 , 12
68 i
l
2
0
[-] (19)
Mivel ez a számított érték < mint f 22, ezért krit F értékkel kell számolni.
A bélyeget terhelő „F” erő hatására ébredő „számított”érték
megegyezik a nyomó szilárdsági méretezés során a (14) képlet szerint számoltakkal.
785 ,
számított 322
[N/mm2] = 322,785 [MPa]
Jelen esetben számított 322,785[MPa]F 3100[MPa] (20) Tehát a préselő felső bélyeg kihajlás szempontjából
megfelel.
A préselő külső alsó bélyeg ellenőrzése Nyomószilárdsági ellenőrzés [1]
Első lépésként itt is meg kell határozni a présgép nyomóerő szükségletét:
A külső alsó bélyeg által nyomott felület:
194 , 4 581 ) Ø32 Ø42
4 ( ) d D (
Any 2 2 2 2 [mm2] (21)
Innen a gép nyomóerő szükséglete:
392 , 174358 300
194 , 581 p
A
F ny b [N] = 174,358 [kN] (22) Ez az a nyomóerő, ami a bélyeget terheli.
A szilárdsági méretezés a bélyeg legkisebb keresztmetszetére történik, hiszen itt ébrednek a legnagyobb igénybevételek.
A bélyeg minimális keresztmetszete:
451 , 4 511 ) Ø32,6 Ø41,4
4 ( ) d D (
Amin 22min 2min 2 2 [mm2] (23) A minimális keresztmetszetben ébredő feszültség értéke:
909 , 451 340
, 511
392 , 174358 A
F
min
számított
[N/mm2] = 340,909 [MPa] (24)
A darab szilárdságtanilag akkor megfelelő, ha számított meg
Jelen esetben számított 340,909[MPa]meg 2066,666[MPa] (25) Tehát a préselő külső alsó bélyeg nyomó szilárdsági szempontból megfelel!
Kihajlásra történő ellenőrzés [7]
A préselő külső alsó bélyeg esetében is először a bélyeg minimális keresztmetszetét kell meghatározni. Ez az érték a 23. képlet szerint Amin 511,451 [mm2]
Ezután meg kell határozni a minimális keresztmetszet legkisebb súlyponti másodrendű nyomatékát:
813 , 88759 ) 64
Ø32,6 4
, 41 Ø 64 ( ) d D ( I I
Ix y 2 4 4 4 4 [mm4] (26) Ekkor az inerciasugár értéke:
173 , 451 13 , 511
813 , 88759 A
i I
0 2
2 [mm] (27) Továbbá ekkor a karcsúság értéke: 7,970
173 , 13
105 i
l
2
0
[-] (28) Mivel ez a számított érték < mint f 22, ezért krit F értékkel kell számolni.
A bélyeget terhelő F erő hatására ébredő számítottérték megegyezik a nyomó szilárdsági méretezés során a 24. képlet szerint számoltakkal.
909 ,
számított 340
[N/mm2] = 340,909 [MPa]
Jelen esetben számított 340,909[MPa]F 3100[MPa]. (29) Tehát a préselő külső alsó bélyeg kihajlás szempontjából megfelel.
A préselő belső alsó bélyeg ellenőrzése Nyomószilárdsági ellenőrzés [1]
Első lépésként itt is meg kell határozni a présgép nyomóerő szükségletét:
A belső alsó bélyeg által nyomott felület:
373 , 4 313 ) Ø25 Ø32
4 ( ) d D (
Any 2 2 2 2
[mm2] (30)
Innen a gép nyomóerő szükséglete:
160 , 94012 300
373 , 313 p
A
F ny b [N] = 94,012 [kN] (31) Ez az a nyomóerő, ami a bélyeget terheli.
A szilárdsági méretezés a bélyeg legkisebb keresztmetszetére történik, hiszen itt ébrednek a legnagyobb igénybevételek.
A bélyeg minimális keresztmetszete:
652 , 4 259 ) Ø25,6 Ø31,4
4 ( ) d D (
Amin 22min 2min 2 2 [mm2] (32) A minimális keresztmetszetben ébredő feszültség értéke:
069 , 652 362
, 259
160 , 94012 A
F
min
számított
[N/mm2] = 362,069 [MPa] (33)
A darab szilárdságtanilag akkor megfelelő, ha számított meg
Jelen esetben számított 362,069[MPa]meg 2066,666[MPa]. (34) Tehát a préselő belső alsó bélyeg nyomó szilárdsági szempontból megfelel!
Kihajlásra történő ellenőrzés [7]
A préselő külső alsó bélyeg esetében is először a bélyeg minimális keresztmetszetét kell meghatározni. Ez az érték a 32. képlet szerint Amin 259,652 [mm2]
Ezután meg kell határozni a minimális keresztmetszet legkisebb súlyponti másodrendű nyomatékát:
816 , 26635 ) 64
Ø25,6 Ø31,4
64 ( ) d D ( I I
Ix y 2 4 4 4 4
[mm4] (35)
Ekkor az inerciasugár értéke:
128 , 652 10
, 259
816 , 26635 A
i I
0 2
2 [mm] (36) Továbbá ekkor a karcsúság értéke: 16,982
128 , 10
172 i
l
2
0
[-] (37) Mivel ez a számított érték < mint f 22, ezért krit F értékkel kell számolni.
22.ábra. A tüskét felszakítani kívánó erő
A bélyeget terhelő F erő hatására ébredő számítottérték megegyezik a nyomó szilárdsági méretezés során a 33. képlet szerint számoltakkal.
069 ,
számított 362
[N/mm2] = 362,069 [MPa]
Jelen esetbenszámított 362,069[MPa]F 3100[MPa]. (38) Tehát a préselő belső alsó bélyeg kihajlás szempontjából megfelel.
A préselő tüske ellenőrzése [1]
A préselő tüskét „felszakadás” szempontjából kell ellenőrizni. Felszakadás alatt azt értik, amikor a kidobás során a matrica lehúzásakor a préselő tüske nem halad a matricával együtt lefele, hanem elszakad, mivel a darab palástfelületén akkora súrlódásból eredő kitoló erő ébred, aminek hatására a tüskében ébredő „” feszültség meghaladja a megengedett értékét.
A tüskét kihajlás szempontjából nem kell ellenőrizni, ugyanis nem terheli semmilyen tengelyirányú nyomóerő, aminek a következtében kihajolhatna.
A fajlagos préserő bronzporok esetében itt is pb 300 [N/mm2].
De ebben az esetben nem ezzel a fajlagos értékkel kell számolni, hanem a darab palástfelületéről a tüskére és a matricára + a külső alsó bélyegre átadódó fajlagos „pg”préselési erővel (22.ábra). Ez azért van, mert a bronzporok préselésekor nem hidrosztatikus feszültségi állapot alakul ki.
Általában normál préselési körülmények között ez az érték a teljes fajlagos préserő igény tizede szokott lenni.
Tehát az oldalra átadódó fajlagos préserő szükséglet:
30 300 1 , 0 p 1 , 0
pg [N/mm2] (39)
A darab kitolása során ébredő kidobó erő figyelembe veszi a darabnak a szerszámmal érintkező palástfelületeit, valamint a por és az érintkező felületek közti súrlódási tényezőt.
Ez az érték általában a 0,08 – 0,2 közötti tartományban szokott változni, attól függően, hogy a por alapanyaghoz mennyi szilárd súrlódáscsökkentő adalékot kevernek. Ilyen adalék például a grafit, és a cinksztearát. Az esetünkben az alkalmazott bronzpor 1,3% grafitot, valamint 0,8%
cinksztearátot tartalmaz. A súrlódási tényező értéke továbbá függ a tüske és a matrica felületi érdességétől is. Az én esetemben Ra = 0,2 érdességre vannak a felületek köszörülve. Ezen körülmények figyelembe vételével a súrlódási tényező jelen esetben 0,15értékre adódik.
A darab szerszámmal érintkező palástfelületei: (36. ábra szerint)
A tüske oldalán: A1Dbelső H2519,11500,110 [mm2] (40)
A matrica + külső alsó bélyeg oldalán:
] mm [ 672 , 2020
) 2 , 3 42 ( )) 2 , 3 1 , 19 ( 32 ( ) P D
( )) P H ( D
( A
2
perem külső
2
(41)
Innen a kidobó erő:
519 , 15843 30
) 672 , 2020 110
, 1500 ( 15 , 0 p ) 2 A 1 A (
Fkidobó g [N] (42)
Ennek a kidobóerőnek csak a tüske felületére eső részével kell számolni a kitoló erő megállapításakor.
Tehát a tüskét kiszakítani akaró kitoló erő:
495 , 672 6750
, 2020 110
, 1500
110 , 519 1500
, 15843 A
A F A
F
2 1
1 kidobó
kitoló
[N] (43)
Ez az erő fogja a tüskét húzni felfelé lehúzás közben. Mivel a tüske végére egy menetes csap lesz kialakítva, aminek a minimális átmérője kisebb lesz, mint a tüskéé, az fog elszakadni, nem a tüske maga.
Ezért a feszültségszámítás során a menetes csap minimális keresztmetszetével kell számolni.
A csap minimális átmérője a rá vágott M16-os menet magátmérőjénél 0,5 [mm]-el kisebb érték lesz.
Ebben az esetben ez az érték 13,5460,513 [mm] lesz. [8] (44) Tehát a minimális keresztmetszet, ahol a maximális húzófeszültség fog ébredni:
732 , 4 132 4 13
D
Amin 2min 2 [mm2] (45) A csavar minimális keresztmetszetében ébredő feszültség:
858 , 732 50 , 132
495 , 6750 A
F
min kitoló
számított
[N/mm2] = 50,858 [MPa] (46) Jelen esetben számított 50,858[MPa]meg 2066,666[MPa]. (47) Tehát a préselő tüske „felszakadás” szempontjából megfelel.
23.ábra. Az ébredő feszültségek [9]
A préselő ház (matrica) ellenőrzése [9]
A préselő házat szilárdságtani szempontból mindkét végén nyitott vastag falú csőnek kell tekinteni, és eszerint kell ellenőrizni. Az ellenőrzés során kiderül, hogy a matrica nem reped-e szét a préselés közben fellépő feszültségek hatására.
Vastag falúnak tekintik a csövet akkor, ha 2 < D/v <5 feltétel teljesül. Ahol D az átmérő, és v a cső falvastagsága. Ha ezen feltételek mellet a csövet vékonyfalú csőként modellezném, akkor a maximális redukált feszültség számításakor 5%-nál nagyobb hibát követnék el, ami nem megengedett.
A vastag falú csövek szilárdsági viszonyainak vizsgálatakor az alábbi feltevésekkel élnek:
A vizsgált cső külső és belső palástjai koncentrikus körhengerek
A cső terhelése külső és belső nyomás is lehet, de a nyomás nagysága a csőfal mentén tengelyirányban állandó
A csővégek lezárása nem gátolja meg a csőfal alakváltozását, viszont tengelyirányú erőt átadhat a csőnek
A cső hossztengelyére merőleges síkok az alakváltozás után is síkok maradnak
A vastag falú csőben érintő irányú „”, sugárirányú „R”, és tengelyirányú „a” feszültségek is ébredhetnek (23. ábra), amelyek egyben főfeszültségek is. Tengelyirányú feszültség csak zárt csőben léphet fel.
Jelen esetben a vastag falú csövet külső és belső nyomás is terheli. A csövet terhelő külső túlnyomás a légköri nyomással egyenlő, ami szobahőmérsékleten megközelítőleg pk 105[Pa]
értékű. Ez 0,1 [MPa].
A modell szerint a vastag falú csövet terhelő belső túlnyomás:
300
pb [MPa], ami megegyezik a színesfém porra megengedett fajlagos préselési erővel.
A méretezés során a csövet terhelő külső nyomás értékét elhanyagoltam. A számítások során itt is a cső legkisebb keresztmetszetével kell számolni.
24.ábra. A feszültségek ábrázolása [9]
A cső külső sugara: 62,5
2 125 2
rk D [mm] (48)
A cső belső sugara: 21
2 42 2
rb d [mm] (49) A fajlagos négyzetes reciprok sugár értelmezése: 2
2 b
r
r
[-] értékű.
A sugárirányú feszültség értéke: R CH [MPa] (50) Az érintő irányú feszültség értéke: CH [MPa] (51) bevezetve a , valamint a 2
rb
H D állandókat.
A csőben levő feszültség eloszlást a „” fajlagos négyzetes reciprok sugár függvényében szokták ábrázolni. Amennyiben ismertek a cső geometriai méretei, a külső és belső nyomás értéke, akkor a radiális feszültség értékének változása egyszerűen ábrázolható.
Szükség van a két értékére a csőfal belső felületi pontján, és a külső felületén egyaránt.
A értéke a belső csőfalon értelmezve: 1 r r
2 b 2 b
b
[-] (52) A értéke a külső csőfalon értelmezve: 0,112
5 , 62
21 r
r
2 2 2
k 2 b
k
[-] (53)
A 24.
ábrán az így kitűzö tt 2
pontb an előjel helyes en felm érjük az ismert „k” külső, és „b” belső nyomást. A két pont egyértelműen meghatározza azt az egyenest, melynek metszéspontja a függőleges „” tengelyen kitűzi „C” értékét. A másik feszültségi összetevő, a „” tangenciális feszültség változása a felírt egyenlet alapján azonos tengelymetszetű, de -1 szeres meredekségű egyenes lesz. Ezen ábra alapján hasonló háromszögek módszerével a számítások elvégezhetők.
A két háromszög hasonlósága alapján: 337,837
112 , 0 1
1 300 H p
p H
k b
b b k
b b b
[-]
(54)
A redukált feszültség Mohr elmélete szerint: [25. ábra]
H
Rb 2
b 3 1 max
red
, ugyanis a belső falon lesznek a legnagyobbak a
feszültségek.
25.ábra. Mohr körök [9] Tehát:
674 , 675 837 , 337 2 H
max 2
red
[MPa] (55)
Jelen esetbenredmax 675,674[Mpa]meg 2066,666[MPa]. Tehát a préselő ház szilárdságtanilag megfelel!
Irodalomjegyzék
[1] Dr. Artinger István – Szerszámacélok és hőkezelésük, Műszaki Könyvkiadó, Budapest 1978 [2] M. Ju. BALSIN -Porkohászat , Nehézipari könyv-és Folyóiratkiadó Vállalat 1951
[3] http://www.carbosint.hu/index.php?ind=01&page=tortenet [4] Carbosint Kft. Gyártmány katalógus
[5] Defko Sintered Metals – Gyártmánykatalógus, Második, bővített kiadás 1971
[6] DORST – SAJTOLÁSTECHNIKA TPA típusú mechanikus sajtolóautomaták rendszere [7] Elter Pálné: Szilárdságtan példatár, Műegyetemi kiadó, 2001
[8] Házkötő István: Műszaki 2D-s Ábrázolás Műegyetem kiadó, 2006
[9] M. Csizmadia Béla-Nádori Ernő: Mechanika mérnököknek, Szilárdságtan ;Nemzeti Tankönyvkiadó, 1999
[10] Szabvány Gyűjtemények – Szabvány kiadó, Budapest 1979 [11] http://hu.wikipedia.org/wiki/Porkoh%C3%A1szat
![A redukált feszültség Mohr elmélete szerint: [25. ábra]](https://thumb-eu.123doks.com/thumbv2/9dokorg/1107083.77056/28.892.104.813.439.824/redukált-feszültség-mohr-elmélete-ábra.webp)
