Pleasecitethisarticleinpressas:JeneiP,etal.Theinfluenceofcarbonnanotubeadditiononthephasecomposition,microstructureandmechan- w w w . j m r t . c o m . b r
Availableonlineatwww.sciencedirect.com
Original Article
The influence of carbon nanotube addition on the phase composition, microstructure and mechanical properties of 316L stainless steel consolidated by spark plasma sintering
Péter Jenei
a,∗, Csaba Balázsi
b, Ákos Horváth
b, Katalin Balázsi
b, Jen ˝o Gubicza
aaELTEEötvösLorándUniversity,P.O.B.32,H-1518Budapest,Hungary
bCentreforEnergyResearch,HungarianAcademyofSciences,Budapest,Hungary
a r t i c l e i n f o
Articlehistory:
Received27February2018 Accepted11July2018 Availableonlinexxx
Keywords:
Composite Carbonnanotube Sintering Microstructure Mechanicalproperties
a bs t r a c t
Compositesof316Lsteelandcarbonnanotubes(CNTs)wereproducedbypowdermetallurgy usinghighenergymillingandsparkplasmasintering.TheinfluenceofCNTcontenton themicrostructureandthemechanicalpropertieswasstudied, thereforeinadditionto thecompositesamplescontaining1and3wt.%CNTs,a316LspecimenwithoutCNTswas alsoprocessed.ItwasfoundthattheCNTadditionresultedinasmallergrainsizeanda higherdislocationdensityinthematrix.ThefractionoftheFe3Cphaseformedduetothe CNTadditionincreasedwithincreasingtheCNTcontent.Thesmallergrainsize,thehigher dislocationdensityandthelargerfractionoftheFe3Cphaseledtoahigherhardnessin thesamplescontainingCNTs.Atthesametime,thestrengthdeterminedbybendingwas reduced,mostprobablyduetotheweakbondingbetweenthe316LgrainsandtheCNTs.
©2018BrazilianMetallurgical,MaterialsandMiningAssociation.PublishedbyElsevier EditoraLtda.ThisisanopenaccessarticleundertheCCBY-NC-NDlicense(http://
creativecommons.org/licenses/by-nc-nd/4.0/).
1. Introduction
316Lstainlesssteelisinthefocusofmaterialssciencedueto itsexcellent corrosionresistanceandtailorablemechanical properties[1–3].Both thestrengthandthe ductilityof316L steelcan bevaried ina wide rangeby changingits phase composition. The ␥-austenite with a face-centered cubic (fcc)structureusuallyhasagoodductilitywhileitsstrength isnotvery high [4]. Thisphase canbe transformedinto a body-centeredcubic(bcc)␣-phasewhichexhibitsaveryhigh
∗ Correspondingauthor.
E-mail:jenei@metal.elte.hu(P.Jenei).
strengthbutwithaverylimitedductility.Theplasticdefor- mationusuallyresultsinamartensiticphasetransformation from␥-austeniteto␣-martensitewhileareversephasetrans- formation may occur during high temperature annealing [5,6].Thedesiredcombinationofstrengthandductilitycan beachievedinamultiphase316Lsteelwheretheappropriate ratio of ␥-and ␣-phases isadjusted by thermomechanical treatments. Another strategy to improve the mechanical performance of 316L steel is the addition of sec- ondary phase particles such as carbon nanotubes (CNTs).
CNTsareoftenusedasreinforcingfillermaterialsindif- ferentcomposites[7].TheadditionofCNTstothematrices ofpolymers,ceramicsormetalscanincreasetheirhardness https://doi.org/10.1016/j.jmrt.2018.07.019
2238-7854/©2018BrazilianMetallurgical,MaterialsandMiningAssociation.PublishedbyElsevierEditoraLtda.Thisisanopenaccess articleundertheCCBY-NC-NDlicense(http://creativecommons.org/licenses/by-nc-nd/4.0/).
Pleasecitethisarticleinpressas:JeneiP,etal.Theinfluenceofcarbonnanotubeadditiononthephasecomposition,microstructureandmechan- andelasticmodulus.Furthermore,CNTscanimprovethether-
malstabilityofthefine-grainedmicrostructureinthematrix by impeding recovery and recrystallization during anneal- ingathightemperatures[8].However,theseeffectsstrongly depend on the dispersion of CNTs in the matrix and the strengthofthebondsbetweenCNTsandthematrixgrains [9].Theagglomerationofnanotubesusuallyhinderstheiruni- formdispersioninthematrix,andtheCNTclustersimpede thedevelopmentofstrongmetal–metalbondsbetweenthe matrixgrains.Asaconsequence,theresistanceofthemate- rialsagainstthecrackpropagationmaydecrease,resultingin lowertoughnessandstrengthvalues.Inaddition,theelastic modulusofthe compositemayalsobelower than thatfor thepurematrixmaterial[10].Therefore,inordertoachieve asufficientdispersionofCNTs,theblendofmatrixpowder andCNTsisoftenprocessedbyhigh-energymillingandthen thecompositepowderissinteredbysparkplasmasintering (SPS)[10,11].SPSresultsinafulldensificationofspecimens atlower temperaturesandholdingtimes(e.g.,at900◦Cfor 5min)comparedtoconventionalsinteringprocessessuchas hot pressing or hot isostatic pressing [11]. This technique hasahighpotentialtoprocessbulkcompositeswithstrong inter-particlebonding.AhighdegreeofdispersionofCNTs in the matrix can be achieved by the treatment of CNTs usingsurfactants[12]orbythefunctionalizationofnanotubes [13].
In the recent years, several studies were published on steel-CNTcomposites.Fe-Cr-CNTsnanocompositefeedstock powderswereproducedbychemicalvapourdepositionand successfully appliedasthermal spray coatings[14,15]. The CNTswereinsitugrownwithoutcatalystdirectlyonFe-Cr feedstockpowdersurfacewithanoptimalsynthesiscondi- tionwhichassuredahomogeneousanduniformdistribution of CNTs. The as prepared Fe-Cr-CNTs feedstock powders were used to produce wear and corrosion resistant thick coatingsby LowVelocityOxy-Fuel(LVOF) spraying. Fe-CNT nanocompositeswithCNTcontentsbetween0.5and1wt.%
weresuccessfullymanufacturedbyballmillingandasubse- quentSPS-processingat950◦C for5min[15].Itisexpected thattheseFe-CNTcompositescouldbepossiblecandidates formetallicstents dueto its lowbiodegradability and sat- isfactory mechanical properties. These materials exhibit a lowcorrosionrateandslightlyenhancedyieldandultimate compressionstrengthwithoutanycytotoxicity.Ultrasonicagi- tation before milling was found to be an effective way of dispersingCNTsinFe-Comatricesandtheiron-oxidelayer developedduringmillingdecreasedthetemperaturerequired forSPS sintering [16]. Althoughnumerous iron-based CNT compositeswereinvestigatedintheliterature,totheknowl- edge of the authors no study was published on sintered 316L-CNTcomposites.
In this paper, the influence of CNT addition on the microstructureandthemechanicalpropertiesof316Lsteel isstudied.Thesamplesweresinteredfromtheblendsof316L powderandCNTsusingSPSmethod.Theblendofthe316L steelpowderandtheCNTswashomogenizedbyhighenergy milling.TheCNTcontentofthespecimensvaries between zeroand3wt.%.Themicrostructureand thephasecompo- sitionoftheinitialpowdersand thesinteredmaterialsare investigatedbyX-raydiffraction(XRD)andscanningelectron
microscopy (SEM).Tothe knowledgeofthe authors,thisis thefirststudyintheliteraturewhichinvestigatestheeffectof CNTsonthedislocationdensityformedduringprocessingof 316L-basedcompositesbypowdermetallurgy.Thecorrelation betweenthemicrostructureandthemechanicalperformance isdiscussedindetail.
2. Experimental
2.1. SamplepreparationThe samples were processed from a commercial 316L austenitic stainless steel powder (manufacturer: Höganäs) withthe compositionofFe–16.8%Cr–12%Ni–2.5%Mo–1.5%
Mn–0.6% Si (wt.%). The disperse phase in the composites wasmultiwalledcarbonnanotubes(MWCNTs)(manufacturer:
Nanocyl, Belgium)with 5nm inthicknessand several tens ofmicrometerinlength.First,thestarting316Lpowderwas intensively milled inDMQ-07 attritor(manufacturer:Union Process)at2800rpmfor10hinpropanol.Inthismachine,a stainlesssteelsetupwithdeltadiskagitatorswereused.The diametersofthestainlesssteelgrindingballswere1mm.After sieving ina100m mesh,the powderwasmilled ina dry environment for1hat600rpm in01-HD/HDDM typeattri- tor.Afterthis millingprocess,1and3wt.% MWCNTswere addedtothe316Lpowderandthispowderblendwasfurther milledinthe01-HD/HDDMtypeattritorequippedwithstain- lesssteeltank,deltadiskagitatorsandgrindingmediawith 1mmindiameter.Thehighenergymillingwasperformedat 4000rpmfor3hinethanolin ordertoachieve anefficient dispersionofthecarbonnanotubesinthecommercial316L powder.Finally,themilledpowdersweresievedina100m mesh.Areference316Lpowderwasalsoprocessedwithout theadditionofMWCNTs.However,thispowderwassubjected to the same millingprocess as the blendsof 316Lpowder andMWCNTs.
The powders were sintered by SPS in a vacuum at 900±10◦C for 5min under a pressure of 50MPa. SPS- processing was carried out by an SPS-7.40MK-VII machine (manufacturer:SPSSyntexInc.)installedinIstanbulTechni- calUniversityusingacurrentof20,000A.Diskswith50mm indiameterand5mminthicknesswere obtainedafterthe consolidation process. In the following, the samples pro- cessedfrom pure316L,theblendof316Land 1and3wt.%
MWCNTs are denoted as 316L, 316L-1CNT and 316L-3CNT, respectively.
2.2. Microstructureinvestigation
Themassdensityoftheconsolidatedsampleswasmeasured inwaterusingArchimedes’principle.Thephasecomposition andthemicrostructureofthesampleswerestudiedbyXRD, SEMandelectronbackscattereddiffraction(EBSD)techniques.
The phase composition of the samples was investigated by a Philips Xpert (radiation wavelength, =0.15418nm), X-raypowderdiffractometer.Themicrostructureofthemain
␥-phase was studied by X-ray line profile analysis (XLPA).
Pleasecitethisarticleinpressas:JeneiP,etal.Theinfluenceofcarbonnanotubeadditiononthephasecomposition,microstructureandmechan- Table1–Themeasuredandcalculateddensities,aswellastheporosityofthesamples.
Composition Measureddensity[g/cm3] Calculateddensity[g/cm3] Porosity[%]
316L 7.56±0.08 7.99 5.4±0.1
316L-1CNT 7.48±0.08 7.77 3.8±0.1
316L-3CNT 7.03±0.07 7.37 4.6±0.1
Table2–ThefractionsoftheintegratedintensitiesintheXRDpatternsforthedifferentphasesinthemilled316L powdersampleandthespecimenssinteredwithorwithoutCNTs.
Composition ␥-phase ␣-phase Fe3O4 Cr23C6 Fe3C
316Lpowder 0.73±0.03 0.27±0.03 n.a. n.a. n.a.
316L 0.81±0.05 0.14±0.02 0.04±0.01 0.01±0.01 n.a.
316L-1CNT 0.80±0.05 0.10±0.02 0.07±0.02 0.03±0.01 0.04±0.02
316L-3CNT 0.68±0.05 0.13±0.02 0.03±0.01 0.001±0.001 0.16±0.02
TheX-raylineprofiles weremeasured byahigh-resolution diffractometerusingCoK␣1(=0.17889nm)radiation.Forthis measurementthesampleswereelectropolishedinanA8elec- trolyticsolution at RT and a fixed voltage of10Vfor 30s.
Two-dimensionalimagingplatesdetectedtheDebye–Scherrer diffractionrings. Theline profiles were determined as the intensity distribution perpendicular to the rings. The line profileswereevaluatedbytheconvolutionalmultiplewhole profile(CMWP) fitting method [17,18]. In this analysis, the experimental pattern is fitted by the convolution of the instrumental pattern and the theoretical size and strain line profiles. The instrumental pattern was measured on a LaB6 line profile standard material. Thetheoretical pro- file functions used in this fitting procedure are calculated on the basis of a model of the microstructure, where the crystalliteshavesphericalshapeandlog-normalsizedistri- bution,andthelatticestrainsare assumedtobecausedby dislocations.Themorphologyofthepowderswasstudiedby aZeiss-SMTLEO1540XBSEM.TheEBSDanalysisonthesin- teredsampleswasperformedusinganFEIQuanta3Ddual beamSEMequippedwithanEDAXtypeEBSDsystem.Inorder toobtainhigh-qualityEBSDimages,thesurfaceofthesample wasmechanicallypolished withthefollowingsteps:P1000, P2500,P4000,1mALOX,Mastermet2suspension(20nmsil- ica,manufacturedbyBuehler).Thegrainsizewasdetermined fromtheEBSDscansusingOIMsoftware(version5.3)from TexSEMLaboratories.
2.3. Mechanicaltests
TheVickershardnessofthesampleswasmeasuredonthe electropolished surfaces using a Zwick Roell ZH Vickers indenter with an applied load of 300g and a dwell time of 10s. The bending strength was determined by three- pointbending testwitha span of20mm usingan Instron 1112 tensile/loading machine at room temperature (RT).
Thebendingtestwas carriedout onrectangular bars with a cross-section of 4mm×4mm which were cut from the sintered specimens using a water-jet cutting process. The bendingstrength wasdetermined on7–8 samplesforeach composition.
3. Results
3.1. Porosityandphasecomposition
Table1showsthemeasureddensitiesforthesintered316L, 316L-1CNTand 316L-3CNTsamples.These datawere com- paredwiththecalculatedvaluesdeterminedastheaverage of the theoretical densitiesof 316L(7.99g/cm3) and MWC- NTs (2.1g/cm3)weightedbytheirmassfractions.Then,the porositywascalculatedfromthedeviationofthemeasured densities from thecalculated values, andlisted in Table1.
Onlyslightdifferenceswereobservedbetweentheporosities ofthedifferentsamples,andtheirvaluesvariedintherange of∼3.8–5.4%.
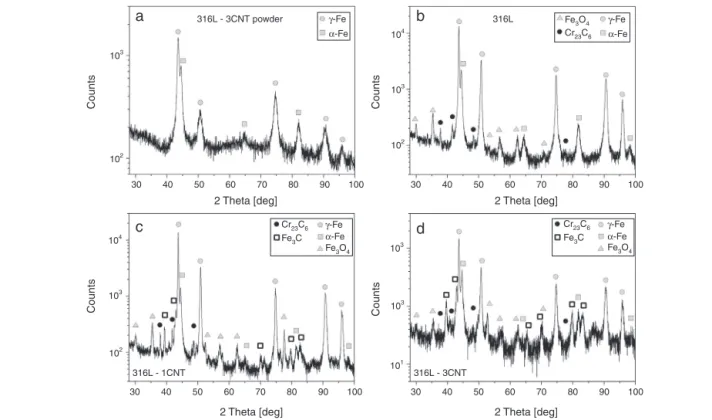
TheXRDinvestigationsshowedthatthemilled316Lpow- derbeforesintering(hereafterreferredtoasinitialpowder) consistsofanfcc␥-austenite(PDF:33-0397)andabcc␣-phase (PDF:06-0696).Thephasecompositionwascharacterizedby the fractionsof the integrated intensities for the different phasesintheX-raydiffractograms.Theseintensitiesarelisted inTable2forallsamples.Itisnotedthattheintensityfractions ofthephasesarenotequivalenttotheirvolumefractions.In the initialpowder,thefractionsof␥-austeniteand ␣-phase were0.73and0.27,respectively(seeTable2).Theadditionof CNTstothe316Lpowderdidnotinfluencethephasecom- positionofthepowderobtainedaftermilling.Asanexample, Fig.1ashowstheXRDpatternforthepowder316L-3CNT.The phasecompositionofthesinteredsampleswerealsostudied byXRDandarelistedinTable2.Forallsinteredspecimens, themainphasewas␥-austenitewiththefractionbetween0.68 and0.81but␣-phase,Fe3O4(PDF:02-1035)andCr23C6(PDF:14- 0704)phaseswerealsoidentified.TheXRDpatternsobtained forthesintered316L,316L-1CNTand316L-3CNTsamplesare showninFigs.1b,candd,respectively.Itcanbeseenthatin thesamplescontainingCNTs,acrystallineFe3Cphase(PDF:
35-0772)wasalsoformedduringsinteringandtheincreaseof theCNTcontentyieldedahigherfractionofFe3C(seeTable2).
3.2. MicrostructurefromSEMandEBSD
Fig.2ashowsthemicrostructureoftheinitial316Lpowder.
Themillingprocessresultedintheformationofthinflakes,
Pleasecitethisarticleinpressas:JeneiP,etal.Theinfluenceofcarbonnanotubeadditiononthephasecomposition,microstructureandmechan- 103
102
104
103
102
104
103
103
101 103 102
30 40 50 60
Counts
2 Theta [deg] 2 Theta [deg]
2 Theta [deg]
2 Theta [deg]
316L - 3CNT powder
a
c d
γ-Fe
b
α-Fe
γ-Fe α-Fe
γ-Fe α-Fe Fe3O4
γ-Fe α-Fe Fe3O4 Cr23C
6
Fe3C
Cr23C6 Fe3O
4
Cr23C6 Fe3C
316L - 1CNT 316L - 3CNT
316L
Counts CountsCounts
70 80 90 100 30 40 50 60 70 80 90 100
30 40 50 60 70 80 90 100
30 40 50 60 70 80 90 100
Fig.1–X-raydiffractogramsfor(a)theinitial316L-3CNTpowderblend,(b)thesintered316L,(c)316L-1CNTand(d) 316L-3CNTsamples.
Large particles
a b
150 μm 1 μm
Fig.2–SEMimagestakenon(a)theinitial316Lpowderand(b)the316L-3CNTpowderblendobtainedbymilling.
althoughlarge thick particles with the diameters ofabout 100mwerealsodetectedasindicatedbythewhitearrows inFig.2a.Themillingoftheblendofthe316Lpowderandthe CNTsyieldedadispersionofthecarbonnanotubeadditives asshowninFig.2b.
The SEM investigations of the polished surfaces of the sintered samplesrevealed aheterogeneous microstructure.
Asanexample,Fig.3ashowsaSEMimageofthemicrostruc- tureforthesample316L-1CNTwherelightlargeparticlesare embeddedinadarkmatrix.Thelengthandthewidthofthese large particles are about 100 and 30m, respectively. The dimensionsoftheseparticlessuggestthattheymostprobably correspondto thelarge particles inthe initialpowder(see Fig.2a).TheEBSDimagesinFig.4showthegrainstructure inthesinteredspecimens316L,316L-1CNTand 316L-3CNT.
Theblackareasindicateregionswherethegrainsizecould notbe detecteddueto its verysmall values. Suchregions areshownforthesample316L-3CNTbythewhitearrowsin theSEMimageinFig.3b.Theseregionswereexcludedfrom
Table3–Thegrainsizevaluesforthesinteredsamples determinedbyEBSD.
Sample Grainsize[m]
316L 1.2
316L-1CNT 0.22
316L-3CNT 0.26
the determinationofthe averagegrainsize. EBSDrevealed thatthelargeparticleswerealsofragmentedintograins.The averagegrain sizesobtainedforthesinteredsamples316L, 316L-1CNTand316L-3CNTarelistedinTable3.Thesevalues represent the average grain sizes for the whole materials containing the different phases. The grain size decreased from∼1.2to∼0.22mduetotheadditionof1wt.%CNTs(see Table3).TheincreaseoftheCNTcontentfrom1to3wt.%did notyieldadditionalgrainrefinement.
Pleasecitethisarticleinpressas:JeneiP,etal.Theinfluenceofcarbonnanotubeadditiononthephasecomposition,microstructureandmechan-
a b
300 μm 1 μm
Fig.3–(a)SEMimagetakenonthemechanicallypolishedsurfaceofthesinteredsample316L-3CNT.(b)SEMimagewitha highermagnificationtakenontheelectropolishedsurfaceof316L-3CNT.Thewhitearrowsindicatenanocrystallinevolumes whichwerenotevaluatedbyEBSDduetotheverysmallgrainsize.TheseregionsareblackintheEBSDimagesofFig.4.
a
2 μm 2 μm 2 μm
b c
111
100 101
Fig.4–Inversepolefiguresobtainedforthesintered(a)316L,(b)316L-1CNTand(c)316L-3CNTspecimensbyEBSD.
10
1
45 60 75 90
2 Theta [deg]
111
200
220 331
222
316L-1CNT Measured data Fitted curve
Intensity [a.u]
105 120
Fig.5–CMWPfittingfortheX-raydiffractionpatterntaken onthesample316L-1CNT.Theopencirclesandthered solidlinerepresentthemeasureddataandthefitted curves,respectively.Theintensityisshowninlogarithmic scale.Onlythepeaksofthe␥-austenitephasewere evaluatedasindicatedbytheindicesofreflections.
3.3. Crystallitesizeanddislocationdensitydetermined X-raylineprofileanalysis
Thecrystallitesizeand thedislocationdensity were deter- minedbyXLPAfortheinitialpowderandthesinteredsamples.
Asanexample,Fig.5showsthefittingonthediffractogram
measured for the sintered sample 316L-1CNT. The open circles and thesolid linerepresentthe measureddata and the fittedcurves, respectively.Aswe mentionedin Section 2.2,thediffractionprofilesweredeterminedastheintensity distributionperpendiculartotheDebye–Scherrer(DS)rings.
Asan example,Fig. 6ashowsthe DSring ofreflection200 forthesintered316L-3CNTsample.Itisnotedthatonlythe peaksofthe mainphase(␥-austenite)were evaluatedsince thereflectionsoftheotherphaseswereveryweakandthey stronglyoverlappedwiththehighintensity peaksofthe␥- phase.Intheevaluation,thereflectionsoftheminorphases wereputintothebackground.Thearea-weightedmeancrys- tallitesizeandthedislocationdensityweredeterminedfor the ␥-phase and listed in Table 4. Itshould be noted that for the sintered 316L specimen, the intensity distribution alongtheDebye–Scherrer(DS)ringswasinhomogeneousand numerous sharp intensity spots were visible as it can be seen in Fig. 6b. These sharp peaks were as narrow as the instrumental broadening((2)=0.03◦); thereforetheywere notevaluatedforthe microstructure.Thesesharp intensity spots are related toregionsin whichthe crystallite sizeis largerandthedislocationdensityislowerthanthedetection limitsofX-raylineprofileanalysisforthepresentexperimen- talsetup(∼800nmand∼1013m−2,respectively).Fortheinitial powderandthesinteredsamples316L-1CNTand316L-3CNT, onlyhomogeneousintensitydistributionwasobservedinthe DSrings.
Due tothe spottydiffractionringsforthe sintered316L sample, only the broader and more homogeneous parts
Pleasecitethisarticleinpressas:JeneiP,etal.Theinfluenceofcarbonnanotubeadditiononthephasecomposition,microstructureandmechan- 0
0 10 20 30 40 50 60 70
X
a b
2 ϑ c
500 1000
x [pixel]
Intensity [a.u]
1500 2000
Fig.6–Debye–Scherrerdiffractionringsofreflection200for(a)the316L-3CNTand(b)the316Lsamples.(c)Theintensity distributionindirectionxinfigure(b)aftersubtractingthebackground.Theredzonecorrespondstothehomogeneousand broadringsegmentsin(b)scatteredfromtheUFGmatrixinthesample.
Table4–Thedislocationdensity(UFG)andtheaveragecrystallitesize(xUFG)obtainedbyXLPAforthe␥-phaseinthe UFGregionsofthematerials,andtheintensityfractionoftheseUFGvolumes(fUFG).Thetotaldislocationdensity(total) inthe␥-phasewasdeterminedastheproductofUFGandfUFG.
Sample xUFG[nm] UFG[1014m−2] fUFG total[1014m−2]
316Lpowder 15±2 84±9 1 84±9
316L 95±10 6.3±0.7 0.68±0.05 4.3±0.8
316L+1%MWCNT 88±14 8.4±0.9 1 8.4±0.9
316L+3%MWCNT 117±15 8.7±0.9 1 8.7±0.9
betweenthelargeintensityspotswereevaluatedbyXLPA.As aconsequence,theresultsobtainedforthissamplecharacter- izeonlytheultrafine-grained(UFG)regionsofthe␥-austenite phaseinthisspecimen(wheretherearenocrystalliteswith thesizehigherthan∼800nm).Thetotaldislocationdensity inthewhole␥-austenitecanbecalculatedbyconsideringthe coarsegrainedfractionsinthesamples.Thisquantitycanbe estimatedasthefractionoftheintensitiesofthesharpspots intheentireDSring.Theintensitywassummedindirection 2 (seeFig. 6b)aftersubtractingthe background,and these intensityvalueswereplottedasafunctionofthecoordinate x,asshowninFig.6cforreflection200ofthesinteredsample 316L.Thereafter,asplinewasfittedtothepartsoftheintensity distributionthatarefreeofsharpintensitypeaks(seeFig.6c).
Theareaunderthissplinecorrespondstotheintensityscat- teredfromtheUFGpartsofthesample.Theareaunderthe sharppeaksbutabovethesplinecorrespondstotheintensity scatteredfromthecoarsegrainedregionsofthe␥-austenite phase.Fromthesetwoquantities,thefractionoftheUFGparts (fUFG)forthe␥-austenitephaseinthesintered316Lsample wasdeterminedas0.68±0.05.Fortheothertwosamples,the DSringswerehomogeneous,thereforeforthesesamplesthe microstructuralparametersdeterminedbyXLPAcharacterize thewhole␥-austenitephase(i.e.,the fractionofUFGparts is100%).Inthesintered316Lsample,thedislocationdensity inthecoarse-grainedvolumesisnothigherthan∼1013m−2 (this isthe detection limit),i.e., it is twoorders of magni- tudesmallerthenthedislocationdensityintheUFGregions.
Therefore, the total dislocationdensity forthe ␥-austenite phaseinthesintered316Lsamplewascalculatedastheprod- uctofthedislocationdensity intheUFG regionsand their intensityfraction(seeTable4).
Table4showsthattheinitial316Lpowderhadaveryhigh dislocationdensityof∼84×1014m−2whilethecrystallitesize isassmallas∼15nm.Itisnotedthatthecrystallitesizemea- suredbyXLPAisusuallysmallerthanthegrainorparticlesizes determined bymicroscopic methodsforseverelydeformed (e.g.,milled)metallicmaterials.Thisdifferenceisduetothe hierarchicalmicrostructureinthedeformedmetalswherethe grainsaresubdividedintosubgrainsand/ordislocationcells whichscatterX-raysincoherently[19].Therefore,XLPAmea- suresthesizeofthesubgrainsandcellsasthecrystallitesize, alsocalledasthecoherentlyscatteringdomainsize,andthis issmallerthanthegrainsizeindeformedmaterials.Thevery highdislocationdensityandthesmallcrystallitesizeinthe initialpowdercanbeattributedtothesevereplasticdeforma- tionoccurredduringmilling.Thesamevaluesofthecrystallite sizeandthedislocationdensitywereobtainedforthepowder blendsof316LsteelandCNTsasforthe316Lpowderwith- outCNTs.Thesinteringathightemperature(900◦C)yielded astrongreductionofthedislocationdensityandanincrease ofthecrystallitesizeduetotherecoveryofthemicrostruc- ture.TheadditionofCNTsto316Lsteelyieldedatwotimes higherdislocationdensitywhilethecrystallitesizeremained practicallythesamecomparedtothesinteredCNT-free316L material.
Pleasecitethisarticleinpressas:JeneiP,etal.Theinfluenceofcarbonnanotubeadditiononthephasecomposition,microstructureandmechan- Table5–Thehardness(HV)andthethree-pointbending
strengthforthe316Lsamplessinteredwithandwithout CNTs.
Composition HV[GPa] Three-pointbending strength[MPa]
316L 3.5±0.2 1324±28
316L-1CNT 4.6±0.4 1237±91
316L-3CNT 5.7±0.5 866±67
3.4. Mechanicalproperties
Table5showstheaveragehardnessvaluesobtainedforthe sinteredsamples.Theadditionof1wt.%CNTsto316Lsteel increased the hardness from 3.5±0.2 to 4.6±0.4GPa. The increaseoftheCNTcontentfrom1to3wt.%resultedinan increaseofthehardnessto5.7±0.5GPa.In additiontothe hardness,thethree-pointbendingstrengthvaluesforthesin- teredsamplesare alsolistedinTable5.Itcanbeseenthat theadditionof1wt.%CNThasnosignificant effectonthe bendingstrength.Atthesametime,thebendingstrengthof the316L-3CNTsampleislowerby35%thanthecorrespond- ingvalueforthe316Lspecimen.TheinfluenceofCNTsonthe microstructureandthemechanicalbehaviorisdiscussedin thenextsection.
4. Discussion
4.1. TheeffectofCNTadditiononthephase compositionandthemicrostructureofthesintered316L steel
Theanalysisofthephasecompositionrevealedthatthesin- teringofthe316Lpowderresultedinadecreaseofthebcc
␣-phasefractionfrom0.27to0.14(seeTable2).Thiscanbe explainedbytheoccurrenceofareversemartensiticphase transformationduringhightemperaturesintering.Mostprob- ably,the millingofthe 316Lpowder yieldedanincreaseof the␣-phasefractionduetoadeformation-inducedmarten- siticphasetransformation.Then,thefractionof␣-phasewas reducedduringsintering.Similarphenomenonwasobserved forthe 316LsteelsamplescontainingCNTs.Inaddition, in thesintered materialsanFe3O4 phasewasdetectedwhich was missingfrom the milled powder,therefore this phase wasformedduringsintering.Energy-dispersiveX-rayspec- troscopy(EDS)investigationsinSEM(notshownhere)revealed thattheoxygencontentofthepowdersignificantlyincreased aftermilling.Then,this oxygen may react withironform- ingoxideatthehigh temperatureofsintering.Inaddition, althoughSPSwascarriedoutinavacuum,theoxygencon- tentoftheatmosphereinthesampleholdermaycontribute totheformationofanoxidephase.
TheadditionofCNTstothe316Lpowderyieldedaforma- tionofFe3C(cementite).Thecarboncontentofthisphasewas mostprobablysuppliedbytheCNTsandothercarbonstruc- turesinthepowder(e.g.,amorphouscarbon).Themillingof thepowderblendofthe316LpowderandtheCNTscouldlead toafragmentationofthecarbonnanostructuresandthepar- tialdissolutionofthesefragmentsintotheheavilydistorted microstructureofthe 316Lsteel(mechanicalalloying). Itis
notedthatstructuraldefects(e.g.,vacanciesorStone-Wales defect [7])developed in CNTs duringmilling are preferred sitesforthisdissolutions.Then,atthehigh temperatureof sinteringthemajorityoflatticedefectswasannihilated(e.g., thedislocationdensitydecreasedbyabout90%),thereforethe highcarboncontentwasprecipitatedinacementitephase.It shouldbenotedthatachemicalreactionbetweenthedefected carbonnanostructuresandthesteelmatrixmayoccuratthe hightemperatureofsinteringwithoutaprecedingcarbondis- solutionandthis reactionmayyieldthe formationofFe3C.
ReactionbetweenCNTsandmetalmatrixleadingtoacarbide formationhasalreadybeenobservedinTi-CNTcomposites [20].Forthesamplesstudiedinthiswork,thefractionofthe Fe3CphaseincreasedwithincreasingtheCNTcontent(see Table2).
Theincreaseofthe crystallitesizeand the reductionof thedislocationdensityduringsinteringindicatethatastrong recovery ofthe milledmicrostructure occurred atthe high temperatureofconsolidation(seeTable4).ThespottyDSrings forthesintered316Lsamplesuggeststhatsomevolumeinthis specimenwerepartiallyrecrystallizedduringconsolidation.
TheadditionofCNTstothepowder316Limpededtherecovery andrecrystallizationofthemicrostructureduringsintering, resulting inafiner microstructureandahigherdislocation densityasshowninTables3and4.Thiseffectmaybecaused directlybythepinningeffectofnanotubesonthegrainbound- ariesanddislocationsformedduringmilling.Inaddition,the particlesoftheFe3Cphasemightalsoincreasethestability oftheUFGmicrostructureformedduringmilling.Itisinter- estingtonotethattheincreaseoftheCNTcontentfrom1to 3%didnotleadtoahigherdislocationdensityandasmaller grainsize.Thisphenomenonmightbecausedbytheinflu- enceofthedistributionofCNTsandFe3Cparticlesontheir effectivityintheretentionofrecoveryandrecrystallization.A uniformdistributionofCNTshasastrongerhinderingeffect ondefectannihilationcomparedtoaclusteredCNTstructure.
Therefore,eveniftheCNTcontentishigherforthesample 316L-3CNTthanforthespecimen316L-1CNT,itseffectonthe recoveryandrecrystallizationduringsinteringisnotstronger mostprobablyduetothehighdegreeofCNTagglomeration.
Asanexample,theSEMimageinFig. 7showsaCNTclus- teronthefracturesurfaceofthesample316L-3CNTafterthe
Fig.7–SEMimageshowingthefracturesurfaceofthe sample316L-3CNTafterthree-pointbendingtest.The arrowindicatesanagglomerationofCNTs.
Pleasecitethisarticleinpressas:JeneiP,etal.Theinfluenceofcarbonnanotubeadditiononthephasecomposition,microstructureandmechan- bendingtest.ThisimagealsoprovesthatmanyCNTssurvive
thehigh-energymillingandthesinteringbySPS.
4.2. TheinfluenceofCNTadditiononthemechanical behaviorofthesintered316Lsteel
The main microstructure features which can influence considerablythemechanicalpropertiesare(1)thephasecom- position, (2) the grain size, (3) the dislocation density and (3)theporosity.Thelattereffectispracticallythesame for thethreesinteredmaterials.Theadditionof1%CNTstothe 316Lsteelyieldedanincreaseinthehardnesswhichcanbe explainedbythesmallergrainsize,thehigherdislocationden- sityandthedispersionstrengtheningeffectofCNTsandFe3C particles.TheincreaseoftheCNTcontentfrom1to3%led toanimprovementinthe hardness,despitethepractically unchangedgrainsizeanddislocationdensity.Mostprobably, thedispersionstrengtheningeffectofCNTsandFe3Cparticles washigherforthelargerCNTcontent.
Theadditionof1%CNTsdidnotyieldanyconsiderable changeinthebendingstrength.Atthesametime,asignif- icantdecreaseinthebendingstrengthwasobservedforthe sample316L-3CNT(seeTable5).Thebendingstrengthwas reducedfrom1324±28to866±67MPaduetotheadditionof 3wt.% CNTs.Thelowerbendingstrength canbeattributed tothe agglomerationof CNTswhichweakens the bonding betweenthe 316L grains. It isnoted that the clustering of CNTsmaybenotreflected intheporosity, i.e.,the relative densityofsampleswithdifferentdistributionsofCNTsmay bethesame.Therefore,theclusteringeffectofCNTscannot betakenintoaccountbythemeasuredporosity.Theeffectof agglomerationofCNTsonthebendingstrengthoverwhelms thehardening causedbytheCNTsinthestudiedsamples.
Indeed,thehardnessincreasedwithincreasingCNTcontent duetothe effectofthe CNTs,the Fe3Cphase, thesmaller grainsizeand the higherdislocationdensity.However,the weakbondingbetweenthe316Lgrainsyieldedalowerfail- ure stressduringbending. Therefore, theaddition ofCNTs intoSPS-processed316Lresultedinaharderbutlesstough material.Furtherresearch directioninthis field may beto developnewtechniquesfortheimprovementofthedisper- sionofCNTsandtheiradhesiontothe316Lgrains.Former studiesonothersamples(e.g.,onCu-CNTandAl-CNTcom- posites)suggestthatmolecularlevelmixingproceduresmay beacandidateforprocessingmetal-CNTcompositeswitha highlevelofCNTdispersion[12,13].However,thesemethods havebeen appliedonlyonpure metalmatriceswhile316L steelcomprisesofsixdifferentconstituents(seethecompo- sitioninSection2.1).Therefore,theprocessingmethodsused successfullyforpurematrices mustbeimprovedformulti- componentmatrixmaterials.
5. Conclusions
Aninvestigationwas conductedtostudy the effectofCNT additiononthemicrostructureandthemechanicalbehavior of316Lsteel.Sampleswith0,1and3wt.%ofCNTsweresin- teredbySPSmethod.Thefollowingconclusionsweredrawn fromtheexperiments:
1. Themajorphaseforallsampleswasa␥-austenitewiththe fractionsbetween0.68and0.81.InthesinteredCNT-free sample,besidethe␥-austeniteconsiderableamountsofbcc
␣-phaseandFe3O4phaseweredetected.Duringsintering athightemperature,thefractionofthe␣-phasedeveloped duringpowdermillingdecreasedduetoareversemarten- sitic transformation.The Fe3O4 phase was also formed duringthesinteringprocess.TheadditionofCNTsresulted inthedevelopmentofanFe3Cphase.Thefractionofthis phaseincreasedwithincreasingtheCNTcontent.
2. Sinteringofthe316Lpowderledtoadecreaseinthedislo- cationdensityandaconcomitantincreaseinthecrystallite sizeduetotherecoveryandrecrystallizationoftheseverely milledmicrostructure.TheadditionofCNTsimpedesthese processes,thereforethedislocationdensityandthegrain sizeinthe316L-CNTcompositeswerehigherandsmaller, respectively,thanintheCNT-freematerial.Theincreaseof theCNTcontentfrom1to3%didnotyieldasmallergrain sizeorahigherdislocationdensity.Mostprobably,theclus- teringoftheCNTsinthe316L-3CNTsampledecreasedthe hinderingeffectofaunitamountofCNTsonrecoveryand recrystallization.
3. TheCNTadditionincreasedthehardnessofthesintered 316Lalloy duetothe hardening effectofthe CNTs, the Fe3Cphase,thesmallergrainsizeandthehigherdisloca- tiondensity.Atthesametime,clusteringofCNTsyieldeda weakerbondingbetweenthe316Lgrains,therefore3%CNT additionresultedinasignificantdecreaseinthebending strength.
Conflicts of interest
Theauthorsdeclarenoconflictsofinterest.
Acknowledgments
This research was supported by the Hungarian Scientific Research Fund (OTKA) under grant no. K-109021, National Research,DevelopmentandInnovationOffice(NKFIH)under grantno.PD-121049andMTAEKproject“NanostructuralODS steeldevelopment”. TheauthorsthankV. Vargaformilling thepowders,L.IllésforSEM/EDSofthepowdersandProf.F.C.
Sahinforsinteringthesamples.JPacknowledgesthefinancial supportoftheHungarianMinistryofHumanCapacitiesunder Grantno.NTP-NFTÖ-16-0957.
references
[1]ChenXH,LuJ,LuL,LuK.Tensilepropertiesofa
nanocrystalline316Lausteniticstainlesssteel.ScriptaMater 2005;52:1039–44.
[2]KimY,KimY,KimD,KimS,NamW,ChoeH.Effectsof hydrogendiffusiononthemechanicalpropertiesof austenite316Lsteelatambienttemperature.MaterTrans 2011;52:507–13.
[3]YanFK,LiuGZ,TaoNR,LuK.Strengthandductilityof316L austeniticstainlesssteelstrengthenedbynano-scaletwin bundles.ActaMater2012;60:1059–71.
Pleasecitethisarticleinpressas:JeneiP,etal.Theinfluenceofcarbonnanotubeadditiononthephasecomposition,microstructureandmechan- [4]SongR-B,XiangJ-Y,HouD-P.Characteristicsofmechanical
propertiesandmicrostructurefor316Lausteniticstainless steel.JIronSteelResInt2011;18:53–9.
[5]SpencerK,ConlonKT,BréchetY,EmburyJD.Thestrain inducedmartensitetransformationinausteniticstainless steels:Part2–Effectofinternalstressesonmechanical response.MaterSciTechnol2009;25:18–28.
[6]NandaT,KumarBR,SinghV.Athermalcyclingroutefor processingnano-grainsinAISI316Lstainlesssteelfor improvedtensiledeformationbehaviour.DefenceSciJ 2016;66:529.
[7]GubiczaJ.Defectstructureandpropertiesofnanomaterials.
2ndandextendededitionDuxford,UK:Woodhead Publishing,animprintofElsevier;2017.
[8]JeneiP,GubiczaJ,YoonEY,KimHS,LábárJL.High temperaturethermalstabilityofpurecopperand copper–carbonnanotubecompositesconsolidatedbyhigh pressuretorsion.Composites:PartA2013;51:71–9.
[9]KimKT,ChaSI,HongSH,HongSH.Microstructuresand tensilebehaviourofcarbonnanotubereinforcedCumatrix nanocomposites.MaterSciEngA2006;430:27–33.
[10]EsawiAMK,ElBoradyMA.Carbonnanotube-reinforced aluminiumstrips.ComposSciTechnol2008;68:486–92.
[11]BalázsiC,GillemotF,HorváthM,WéberF,BalázsiK,Sahin FC,etal.Preparationandstructuralinvestigationof nanostructuredoxidedispersedstrengthenedsteels.JMater Sci2011;46:4598–605.
[12]SridharI,NarayananKR.Processingandcharacterizationof MWCNTreinforcedaluminiummatrixcomposites.JMater Sci2009;44:1750–6.
[13]ChaSI,KimKT,ArshadSN,MoCB,HongSH.Extraordinary strengtheningeffectofcarbonnanotubesinmetal-matrix nanocompositesprocessedbymolecular-levelmixing.Adv Mater2005;17:1377–81.
[14]MoonngamS,TunjinaP,DeesomD,BanjongprasertC.
Fe-Cr/CNTsnanocompositefeedstockpowdersproducedby chemicalvapordepositionforthermalspraycoatings.Surf CoatTechnolA2016;306:323–7.
[15]AzarniyaA,AzarniyaA,HamidRezaSS,HosseiniM,VarolT, KawasakiA,etal.Physicomechanicalpropertiesofspark plasmasinteredcarbonnanotube-reinforcedmetalmatrix nanocomposites.ProgrMaterSci2017;90:276–324.
[16]ManiMK,ViolaG,ReeceMJ,HallJP,EvansSL.Fabricationof carbonnanotubereinforcedironbasedmagneticalloy compositesbysparkplasmasintering.JAlloysCompd 2014;601:146–53.
[17]RibárikG,GubiczaJ,UngárT.Correlationbetweenstrength andmicrostructureofball-milledAl–Mgalloysdetermined byX-raydiffraction.MaterSciEngA2004;387–389:
343–7.
[18]GubiczaJ.X-rayLineProfileAnalysisinMaterialsScience.
Hershey,PA,USA:IGI-Global;2014.
[19]UngárT,TichyG,GubiczaJ,HellmigRJ.Correlationbetween subgrainsandcoherently-scattering-domains.Powder Diffract2005;20:366–75.
[20]KuzumakiT,UjiieO,IchinoseH,ItoK.Mechanical characteristicsandpreparationofcarbonnanotube fiber-reinforcedTicomposite.AdvEngMater2000;2:
416–8.