B e n c s i k A t t i l a
I P A R I R O B O T O K V I Z S G Á L AT I , Á L L A P O T - F E L Ü G Y E L E T I É S I R Á N Y Í T Á S I R E N D S Z E R E I N E K
F E J L E S Z T É S E
Pannon Egyetem
Informatikai Tudományok Doktori Iskola
D O K T O R I ( P h D ) É R T E K E Z É S
Témavezető: Piglerné dr. Lakner Rozália
IPARI ROBOTOK VIZSGÁLATI, ÁLLAPOT-FELÜGYELETI ÉS IRÁNYÍTÁSI RENDSZEREINEK FEJLESZTÉSE
Értekezés doktori (PhD) fokozat elnyerése érdekében a Pannon Egyetem Informatikai Tudományok
Doktori Iskolájához tartozóan.
Írta:
Bencsik Attila
Témavezető: Piglerné dr. Lakner Rozália Elfogadásra javaslom (igen / nem)
………
(aláírás) A jelölt a doktori szigorlaton ……… % -ot ért el,
Az értekezést bírálóként elfogadásra javaslom:
Bíráló neve: ……… igen /nem
………
(aláírás) Bíráló neve: ……… igen /nem
………
(aláírás)
A jelölt az értekezés nyilvános vitáján ……… % - ot ért el Veszprém,
………
a Bíráló Bizottság elnöke A doktori (PhD) oklevél minősítése ………
………
Az EDT elnöke
TARTALMI KIVONAT
A KUTATÁSI MUNKA CÉLJA ÉS TÁRGYA.A kutatás célja a robotika karrendszerei területén pon- tossági és merevségi vizsgálati eljárások kidolgozása, és a robot működének egészére vonat- kozó irányítási, állapot-felügyeleti rendszer megalkotása, továbbá a mester-szolga megoldá- sok hidraulikus erővisszajelzésének fejlesztése és tervezésének, irányítási eljárásainak új megoldásokkal történő gazdagítása.
A DISSZERTÁCIÓBAN BEMUTATOTT EREDMÉNYEK.A szerző kialakította az ipari robot kar pon- tossági jellemzők olyan rendszerét, amely egyrészt egységes definíció szerkezetben megadha- tó, másrészt az ipari gyakorlatban közvetlenül felhasználható.
A disszertáció új, a nyílt kinematikai láncú mechanizmusok területén használható szabályo- zott statikus erőgerjesztésű merevségi vizsgálati eljárást mutat be, amely automatikus mérés- szabályozási és mérés-feldolgozási rendszert tartalmaz.
A dolgozat tartalmazza azt a felismerést, hogy az impulzus és harmonikus erőgerjesztéses dinamikus merevségi vizsgálat a robottechnika karrendszereinél alkalmazható, és beilleszthe- tő egy egységes szemléletű vizsgálati rendszerbe.
A szerző felismerte a Kalman-szűrő kínálta lehetőségek robottechnikai alkalmazhatóságát és először használta robot mechanizmusok irányítási és állapot-felügyeleti problémáinak megoldására.
A mester-szolga rendszerek területén kialakításra került az emberi képességek és készségek figyelembevételével a mesterkarok két technikai realizációs csoportja. Mindkettőn új – az erő érzékelés területén korszerű informatikai megoldásokat felhasználó – a hidraulikus erővissza- jelzés koncepciója, amely a robottechnikában használatos korszerű ipari technikák alkalmazá- sát biztosítja.
A speciális feladathoz történő adaptációban sikerült fejleszteni az irányítás minőségét. Az eredmény újdonság-tartalma egy, a lágy számítási eljárások egy speciális ágát képező adaptív szabályozási módszer adaptív integrálása a törtrendű deriváltak alkalmazásával erősen csatolt, nemlineáris, részlegesen és ismert részleteiben is csak pontatlanul ismert, nem ismert külső erőhatások alatt álló rendszer irányításában. Konkrétan ez a törtrendű deriváltak eszközét használja: a kettős működésű hidraulikus munkahenger nem folytonos nemlinearitásainak és a dugattyú-henger tapadási súrlódásának hatását igyekszik kompenzálni a deriválás rendjének
DEVELOPMENT OF TEST, MONITORING AND CONTROL SYSTEMS OF INDUSTRIAL ROBOTS
Abstract:
Research in the area of robot arm systems shows working-out of precision and rigidity test procedures of uniform definition structure that can be used directly in industrial practice.
Using applicability of Kalman-filters in robot technique for the first time, the author has created a control status monitoring system for entire robot operation.
In the area of development of hydraulic force response of master-slave solutions, the thesis includes two new arms and force response procedures.
In another result, it wants to compensate the effect of piston-cylinder adhesion friction by regulation of derivation order in non-linear system control.
ENTWICKLUNG DER PRÜF-, ZUSTANDSÜBER- WACHUNGS- UND LEITSYSTEME DER
INDUSTRIEROBOTEN
Auszug:
Die Forschung stellt die Ausarbeitung der in der Industriepraxis unmittelbar verwendbaren Genauigkeits- und Straffheitsprüfverfahren auf dem Gebiet der Robottechnik-Armsystems von einheitlicher Struktur dar.
Die robottechnische Verwendbarkeit des Kalman-Filters das erste Mal anwendend hat der Ersteller eine Anleitungs-Zustandsüberwachungssystem zustande gebracht, das sich auf das Ganze der Funktion des Robots bezieht.
Auf dem Gebiet der Entwicklung der hydraulischen Kraftrückmeldungen der Master-Slave- Lösungen enthält die Dissertation zwei neue Arme und Rückmeldungsverfahren.
In einem anderen Ergebnis wünschen wir die Wirkung der Reibung der Kolben- Zylinderhaftung mit der Regelung der Ordnung der Derivation im Anleiten des nicht linearen Systems.
KÖSZÖNETNYILVÁNÍTÁS
Tisztelettel köszönetemet fejezem ki a Pannon Egyetem Informatikai Tudományok Doktori Iskolájának, Dr. Friedler Ferenc professzor úrnak a Doktori Iskola vezetőjének, egyéni PhD képzésem engedélyezéséért, kutatási munkám befogadásáért és gondozásáért.
Köszönöm Piglerné dr. Lakner Rozália témavezetőm értékes tanácsait, munkám elvégzésé- hez nyújtott jelentős segítségét.
Köszönettel tartozom Dr. Rudas Imre professzor úrnak kutatási munkám megalapozásában kapott fontos segítségéért.
Kutatási munkám végzése során sok segítséget kaptam a Budapesti Műszaki Főiskolától (korábban a Bánki Donát Műszaki Főiskolától) és munkahelyi vezetőimtől. Köszönöm vala- mennyi munkatársamnak, hogy segítették munkámat.
Köszönöm feleségemnek és lányomnak, hogy biztosították a nyugodt hátteret munkavégzé- semhez.
TARTALOMJEGYZÉK
1. BEVEZETÉS 1
2. A KUTATÁS CÉLJA, MÓDSZEREI 2
2.1. Kutatási feltételek 2
2.2. Kutatási célkitűzések 2
2.3. Kutatási módszertan 4
3. SZAKIRODALMI ÖSSZEFOGLALÓ, MEGALAPOZÁS 5
3.1. Az ipari robot diagnosztika általános kérdései 5 3.2. Ipari robotok állapotvizsgálata, irodalmi feltárás és elemzés 6 3.3. Ipari robotok állapot-felügyelete, helyzetkép és elemzés 10 3.4. Ipari robot irányítási és felügyelő rendszerének problémája 11
3.5. A mester–szolga irányítási rendszerek 12
3.6. Soft computing az adaptív irányításban 17
4. KÍSÉRLETI RÉSZ, KIFEJTÉS 20
4.1. Állapotvizsgálat a pontosság megadásával 20
4.2. Ipari robotkar merevségi vizsgálatai 31
4.3. Állapot-felügyelet a Kalman-szűrő robottechnikai alkalmazásával 40
4.4. Egységes vezérlési és felügyelő rendszer 43
4.5. Robotvezérlés bizonytalan dinamikus paraméterek esetén 48
4.6. Javított vezérlési algoritmus 54
4.7. Mester-szolga irányítási rendszerek fejlesztése 56 4.8. A differenciális hidraulikus munkahenger adaptív irányításának
továbbfejlesztése 77
5. ÖSSZEFOGLALÁS 85
6. SZAKIRODALOM 88
7. TÉZISEK 99
8. THESIS 101
1. BEVEZETÉS
A robotok vizsgálatának szerepe a pontos és igényes számítógéppel tervezett robotos rendsze- rek kialakításának szempontjai miatt is hangsúlyos. E téren lényeges annak egzakt meghatá- rozása, hogy egy adott technológiai feladathoz milyen ipari robotot válasszunk, vagy más megközelítésben, egy adott ipari robot a feladat elvégzésére alkalmas, vagy sem.
Az ipari robotok, a komplex automatizálásban általában nyílt kinematikai láncú szerkezeti felépítésük miatt váratlan meghibásodásuk esetén veszélyt jelenthetnek a környezetre. E miatt került előtérbe a robot üzeme közbeni folytonos felügyelet, a rendszeres állapotvizsgálaton alapuló, a meghibásodások megelőzését szolgáló fenntartási rendszerek iránti igény. Más szó- val kialakult és fejlődik az ipari robot diagnosztika minden területe.
Az emberi kézügyesség gyorsaság és tanulékonyság terén meghaladja a jelenlegi vezérlé- sek képességeit. A manipulátorok alkalmazásának kiszélesítését jelentette, amikor az emberi intelligencia lehetőségeit a gépi képességek alkalmazásával, összekapcsolt rendszerek megal- kotása került előtérbe az úgynevezett mester-szolga irányítási rendszerek kialakításában, me- lyeket számos speciális területen (űr-, mélytengeri kutatás, nukleáris technika, vulkanológia stb.) alkalmaznak.
A közönséges „kapcsolókból” álló elektromos vagy hidraulikus rendszerek irányításakor probléma, hogy a kapcsolók állása nem ad invertálható leképzést az emberi karizmok törzshöz viszonyított állása és a munkatér között, emiatt ezen eszközök alkalmazása mindig a kezelő látórendszerét terheli, s nem ad lehetőséget arra, hogy az eszköz irányítását izomfeszültségek- izomelmozdulások viselkedését „megtanulva”, a szerzett „tudást” a reflexek szintjén haszno- síthassa.
Összegezve:
A korábban említett nagy költségű berendezések gazdaságosan nem használhatók egysze- rűbb ipari folyamatoknál, például építőipari alkalmazásoknál.
Ezért egy olyan kutatási irány megfogalmazása mutatkozott célszerűnek, ahol korszerű mé- réstechnikai és informatika megoldásokkal kisköltségű ipari megoldások kifejlesztésével lehet megvalósítani mester-szolga manipulátoros irányítási rendszert az erő érzékelés és erőérzet keltés megvalósításával.
2. A KUTATÁS CÉLJA, MÓDSZEREI
2.1. KUTATÁSI FELTÉTELEK
A fentiekben leírtak indokolták a témaválasztást, továbbá az, hogy munkahelyemen az ipar igényeihez igazodóan, sok éve végzünk ipari robotokkal kapcsolatos kutató-fejlesztő munkát.
Ennek keretében elvégeztük ipari robot teljes körű prototípusvizsgálatát, kutatás-fejlesztési célprogram keretében kialakítottunk egy olyan robotvizsgáló laboratóriumot, amely hidrauli- kus hajtású robotok vizsgálatára szolgál, a robotkar és a hidraulikus rendszer paramétereinek mérései területén. Pályázati támogatással kifejlesztettük – ipari robot-manipulátorok működ- tetéséhez – az erő-visszajelzéses mesterkar két olyan generációját, a hozzá tartozó mester- szolga irányítási rendszerrel együtt, amelyek kisköltségűek és közvetlen ipari alkalmazásba vonhatók. Ezen munkák témavezetése és megvalósítása biztosították azt a kutatási hátteret, amely az értekezésben közöltek kidolgozását lehetővé tette.
A prototípus vizsgálathoz kidolgozott eljárások tudományos eredményeit foglaltam össze az 1990-ben megvédett egyetemi doktori értekezésemben, melynek tárgya az ipari robotok méréstechnikai vizsgálata volt.
2.2. KUTATÁSI CÉLKITŰZÉSEK
A kutatás célja a robotika karrendszerei területén pontossági és merevségi vizsgálati eljárások kidolgozása, és a robot működének egészére vonatkozó irányítási, állapot-felügyeleti rendszer megalkotása, továbbá a mester-szolga megoldások hidraulikus erővisszajelzésének fejlesztése és irányítási eljárásainak új megoldásokkal történő gazdagítása.
Az állapotvizsgálat területén – a téma legfontosabb irodalmaira alapozva – olyan fogalmak és vizsgálatok megalkotása volt a cél, amelyek elsősorban a robotkar-mechanika jellemzőit tárják fel, de oly módon, hogy a mérések eredményei a robot egészére vonatkozó információ- kat adjanak.
Cél volt, hogy a pontossági jellemzők, és azok mérőszámai együttesen jellemezzék az egész robot működési tulajdonságát. Ennek megfelelően dolgoztuk ki a statikus és di- namikus jellemzők definíciójának meghatározását és méréstechnikai megoldásainak kimunkálását is.
Kutatási cél volt továbbá olyan statikus és dinamikus merevségi jellemzők és azok
A statikus és dinamikus merevségi jellemzők bemutatásának célja, hogy olyan defini- tív adatokat szolgáltat, amely az adott ipari robot alkalmazási területének definiálásá- ban segít, és része lehet egy állapotvizsgálaton alapuló minősítési eljárásnak.
Az ipari robotok, a komplex automatizálásban általában nyílt kinematikai láncú szerkezeti felépítésük miatt váratlan meghibásodásuk esetén veszélyt jelenthetnek önmagukra és a kör- nyezetre. E miatt került előtérbe a robot üzeme közbeni folytonos felügyelet, a rendszeres ál- lapotvizsgálaton alapuló, a meghibásodások megelőzését szolgáló fenntartási rendszerek irán- ti igény.
A robotirányításba integrált állapot-felügyelet megalkotásakor cél volt, hogy
egy sztochasztikus diszkrét idejű lineáris modellen alapuló optimális állapotbecslő jöj- jön létre a diszkrét Kalman-féle szűrővel, valamint
a robot hajtásához szükséges bemeneti nyomatékok on-line módon legyenek számol- hatók a csukló koordináták és sebességek torzítatlan, minimális varianciájú becslései- nek és a korrigált gyorsulásoknak a függvényében, ahol az állapotbecslést a diszkrét Kalman-féle szűrő adja meg.
Az erő-visszajelzéses mesterkar és a mester-szolga (master-slave) irányítási rendszer kifej- lesztéséhez:
elsőként a mester-szolga rendszerek elméleti alapjainak feltárása volt a cél, amely kí- sérleti vizsgálatok kialakítását és mérések elvégzését követelte a mesterkar konstruk- ciós típusainak és az erővisszajelzés működtetési sajátosságainak feltárása érdekében.
Kutatási-fejlesztési célként fogalmaztuk meg két mesterkar konstrukció megalkotását, az antropomorf (az emberi kar méreteinek megfelelő) és a joystick-szerű mechanikai felépítést követve.
Kutatási cél volt az erővisszajelzés létező módszereinek tapasztalatait értékelve olyan új erőérzet keltési megoldások kialakítása, amely erőérzékelésnél korszerű informati- kai fejlesztéseket használ fel, míg az erőérzet keltés a korszerű ipari gyakorlatban használatos gazdaságos megoldáshoz igazodik.
Az erő-visszajelzéses mesterkar konstrukciójának továbbfejlesztését – koncentrált pa- raméterű rendszerek – klasszikus modellezéses vizsgálatával kívántam megalapozni, melynek eredményeit felhasználtam a mester szolga irányítási rendszer kifejlesztése- kor.
A végrehajtó szerv, egy hidraulikus hajtású master-slave rendszernél a robot manipu- látorban és az erőérzet-keltő mesterkarban is „azonos” – esetünkben differenciális (kettős működésű) hidraulikus munkahenger. A hidraulikus szervo szeleppel működte- tett kettős működésű munkahenger modellezési megoldásának fejlesztésével az irányí- tás minőségének javítása volt a cél.
2.3. KUTATÁSI MÓDSZERTAN
A kutatási módszerek kiválasztásánál a célkitűzésekben megfogalmazottak szerinti szempon- tok kerültek elsősorban figyelembe vételre. Ez tehát azt jelenti, hogy a nyílt kinematikai láncú ipari robotkarhoz illeszkedtek azok a módszerek, amelyek a klasszikus gépvizsgálati elvekből kiindulva a feladathoz tartozó új megoldásokat adták. Ezek a kar vizsgálati, méréstechnikai módszerek – melyek alkalmazása az egyetemi doktori értekezésben, illetve azt követően nem- zetközi publikációkban kerültek bemutatásra – később a mesterszolga rendszerek fejlesztésé- nek két generációja során hasznosultak. További szempont volt a módszerek kiválasztásánál, hogy a mester-szolga rendszerek különféle technológiai folyamatokban nyernek alkalmazást, elsősorban – az itt bemutatott kutatási munkában mindenképp – a robosztus, nagy teherbírású klasszikus ipari területeken.
Az alkalmazott módszerek köre ennek megfelelően az alábbiak szerint csoportosítható.
A statikus pontossági és merevségi vizsgálatoknál mechanikai és a méréstechnikában használatos alkalmazott matematikai eszközöket használtam.
A dinamikus merevségi vizsgálatok analízisénél – mind az impulzus erőgerjesztéses, mind a harmonikus erőgerjesztéses megoldásnál – a frekvencia tartományban alkal- mazható matematikai apparátus került alkalmazásra.
A robot irányítás és felügyelet kifejlesztésekor a Kalman szűrő alkalmazása jellemezte a munkát.
Az összekapcsolt robot manipulátor és mesterkar fejlesztésekor használatos kutatási mód- szerek kiválasztása:
a fejlesztendő objektum rendszertechnikai modellezésével, a paraméterek elméleti és méréstechnikai meghatározásával, valamint
a már elkészült mesterkar képességeinek méréstechnikai vizsgálatával, a modell fo- lyamatos összevetése és pontosítása révén, a végleges megoldás kidolgozása érdeké- ben történt.
A kettős működésű munkahengert tartalmazó irányításhoz a választott matematikai módszer a „skálázható lágy számítási eljárások” lényeges elemeit használja. A hidrau- likus munkahenger leírásárára analitikus modellt alkalmaztunk a dugattyú nulla sebes- ségű „beállási fázisában” a differenciálási fok és egy speciális külső adaptív hurok hangolásának az egyidejű alkalmazásával.
3. SZAKIRODALMI ÖSSZEFOGLALÓ, MEGALAPOZÁS
Ebben a fejezetben az értekezés tárgyalási sorrendjében található meg a kiindulást és megala- pozást jelentő irodalmi összefoglaló olyan sajátos tárgyalásban, amely már a kutatás megvaló- sítása szerinti feldolgozást vetíti előre. Az áttekintéseket nem a teljesség, hanem a célszerűség motiválta, amely világossá teszi a kutatás orientációját és segít az újszerűség megítélésében is.
3.1. AZ IPARI ROBOT DIAGNOSZTIKA ÁLTALÁNOS KÉRDÉSEI
A ipari robotok, mint a komplex automatizálás eszközei, nélkülözhetetlen szerepet töltenek be az ipar különböző területein. E nagy értékű berendezések nyílt kinematikai láncú szerkezeti felépítésük miatt is váratlan meghibásodásuk esetén komoly zavart okoznak a rendszerben.
Mindezek következtében kialakult a robot üzeme közbeni folytonos felügyelet, a rendszeres állapotvizsgálaton alapuló, a meghibásodások megelőzését szolgáló fenntartási rendszerek ki- dolgozásának igénye.
Az ipari robot elvileg kétféle – előírásos és hibás állapotban lehet. Előírásos állapotban van a robot akkor, ha a vele szemben támasztott, a műszaki előírások meghatározta összes köve- telménynek megfelel. Minden ettől eltérő esetben hibás állapotról beszélünk. Diagnózis készí- tésén a robot állapotának meghatározását értjük. A diagnosztikai rendszer a diagnosztizálás elvét, módszereit, szervezését, valamint eszközeit foglalja magában.
A diagnosztikai rendszereket az állapot-meghatározás módja szerint osztályozhatjuk.
Állapotfelügyeletről beszélünk akkor, ha a diagnózist a berendezés normál üzemmódja köz- ben készítjük el. (Az állapotfelügyelet is lehet tesztrendszerű, ekkor azonban követelmény, hogy a vizsgálójelek a berendezés normál üzemmódját, rendeltetésszerű használatát ne akadá- lyozzák.) Az állapotfelügyeleti rendszereken belül elkülöníthetünk on-line és off-line felügye- letet. Ha a diagnózist a működési folyamat során valósidőben készítik el, és eredményét a be- rendezés irányítási folyamatába közvetlenül visszacsatolják, akkor on-line állapotfelügyeletről beszélünk. Ha a diagnózis eredményét nem közvetlenül csatolják vissza, hanem alapadatként dolgozzák fel, off-line állapotfelügyeletről beszélünk. Azt a diagnosztikai rendszert, melyben az állapotot a rendeltetésszerű használaton kívül határozzák meg, állapotvizsgálatnak nevez- zük.
3.1.1. ábra. A diagnosztika feladata és felosztása
3.2. IPARI ROBOTOK ÁLLAPOTVIZSGÁLATA, IRODALMI FELTÁRÁS ÉS ELEMZÉS
A robot állapot-meghatározás alapvető problematikája az előírásos állapotnak megfelelő kö- vetelmények rögzítése, az ezen követelmények megadására szolgáló jellemzők kiválasztása.
Ily módon a diagnosztikai kutatások alapjai kezdetben nagymértékben összefolytak a robot- minősítés, illetve szabványosítás kérdéseivel. Az e területeken, mint például a Szovjetunióban E.G. Nahapetyan [87], Németországban Warnecke [125, 126, 127] vezetésével folyó többéves kutatások, illetve a nyolcvanas években megszületett szabványok [63, 64, 65, 67] ellenére sem alakultak ki egységesen elfogadott jellemzők. Eltérések mutatkoznak a jellemzők megvá- lasztásán túl ezek értelmezésében, megadási módjukban, így természetesen a vizsgálati mód- szerek is különböznek egymástól [1, 40].
Közvetlen diagnosztikai jellemzőként értelmezzük azokat a jellemzőket, amelyek a robot alkatrészeinek gyártási dokumentációiban rögzítettek. Ezek hagyományos mérési módszerek- kel – a hiba észlelését követő szétszerelés után – ellenőrizhetők és nem robotspecifikusak.
Az irodalom a javasolt jellemzőket általában két csoportra osztja: mérhető és nem mérhető jellemzőkre. Diagnosztikai, állapotvizsgálati szempontból a mérhető ipari robotjellemzők jö- hetnek szóba. A robotok mérhető specifikációs jellemzői, illetve azok a mérhető fizikai jel- lemzők, amelyek szoros kapcsolatban állnak valamely robot specifikációs jellemzőivel, köz-
Egy másik kutatási irány, olyan módszerek kidolgozása, melyek nem igénylik vizsgáló ál- lomás kialakítását, így ipari alkalmazásuk könnyebben megvalósítható. Eredményeiket az E.G. Nahapetyan által szerkesztett cikkgyűjtemények tartalmazzák [86]. Vizsgálataikban ki- térnek a kinematikai jellemzők – ezen belül is különös hangsúllyal a menetidő –, a dinamikai jellemzők, a teljesítmény és a termikus jellemzők meghatározására.
Mindezek a vizsgálatok alapvetően a robot minősítés és átvétel céljait szolgálják, diagnosz- tikai szempontból pedig a rendszeres, külső diagnosztikai eszközökkel megvalósított, a mű- ködőképesség meghatározását célzó állapotvizsgálatként jöhetnek szóba.
További vizsgálatra szorul e területen, hogy ezeken a mérhető jellemzőkön túl milyen mennyiségek szerepelhetnek még diagnosztikai jellemzőként, a vizsgálati eredmények alap- ján, mennyiben következtethetünk a meghibásodások okaira, nem laboratóriumi körülmények között is a megfelelő pontossággal elvégezhető új eljárások alkalmazhatók a jellemzők meg- határozására.
Az ipari robotok rendelkeznek olyan belső hardver, illetve software diagnosztikai eszkö- zökkel, melyek bizonyos jellemzőkre nézve rendszeres állapotvizsgálatot, illetve a működő- képesség időszakos ellenőrzését biztosítják, amely a különböző vezérlési üzemmódokban (pl.
kézi működtetés, tanítás) működtethető, a képernyőn és a tanító dobozon pedig a diagnoszti- kai információk jelennek meg.
Vannak olyan robotvezérlők, ahol a hibajelzés, vagy a hibás működés észlelése után vizs- gáló programok indíthatók, melyek segítségével bizonyos hibák lokalizálhatók. Megállapítha- tó, hogy a hiba melyik csuklónál keletkezett, valamint milyen jellegű a szervohiba.
A robotkar vizsgálatai közül elsőként az ipari robotok pontossági jellemzőit mutatom be. A cél az, hogy – a már elért eredményekre támaszkodva olyan fogalmi rendszert hozzunk létre, amelyek lehetővé teszik különféle kialakítású és technológiai feladat végrehajtására alkalmas robotok pontossági jellemzőinek egységes tárgyalását, ezek megadásának és meghatározásá- nak módját.
Az ipari robotok pontossági jellemzővel, illetve ezek meghatározási és megadási módjaival gyártmányismertetőkben, gépkönyvekben, szabványtervezetekben, vagy már elkészült orszá- gos szabványokban [64, 66] és publikációkban találkozhatunk. A dolgozatban a robotdinami- kai szakirodalomhoz igazodva a „pontosság” terminológiáját használom a méréstechnikában szokásos „hiba” helyett. A különféle robotkatalógusokat és prospektusokat átvizsgálva pon- tossági jellemzőként általában a pozicionálást, ritkábban emellett az ismétlési pontosságot ta- láljuk.
További problémát jelent, hogy a felhasználók nem kapnak módszert ezen jellemzők méré- sére, meghatározására, azaz nem lehet tudni, hogy milyen módon és körülmények között tör- tént ezek meghatározása.
Inagaki [58] az ipari robotok szabványosítási kérdéseivel foglalkozó cikkében is felteszi azt a kérdést, hogy ezen terminológiák alapján leírhatók-e minden ipari robot pozicionálási pon- tosságának jellemzői. A válasz nyilvánvalóan nemleges, hiszen, amint ő is megállapítja, a terminológia csak a jelentéseket fogalmazza meg, de nincs magyarázat ezek numerikus leírá- sára. Az egyes jellemzők kapcsolatát a 3.2.1. ábrán látható módon adja meg.
3.2.1. ábra. Pontossági jellemzők kapcsolata. Tevékenység ; közép hibabecslés
További hiányosságként lép fel az, hogy ezek a jellemzők nem minden technológiai feladat elvégzésének pontosságára adnak alkalmas mutatót.
A Németországban folytatott robotvizsgálati kutatásokban nagy szerepet kaptak a pontos- sági jellemzők [4]. A pozicionálási és ismétlési pontosság mérésére mérési módszert [23, 127], illetve mérőgépet [24] alakítottak ki. E jellemzők meghatározásánál eleinte döntően a szerszámgépekre kidolgozott pontossági előírásokra támaszkodtak. A mérőgép alkalmas egyenes pályamenti pályareprodukálási pontosság mérésére is, ahol a pályareprodukálás pon- tosságára a tanított és a visszajátszott görbe közötti eltérésből következtet. Bár ez a módszer már újabb pontossági jellemző mérését is lehetővé teszi, hiányossága, hogy egyrészt csak egyenes pálya mentén alkalmazható, másrészt nem veszi figyelembe az olyan jellegű hibát, amelynél a robot ugyan leírja az előírt pályát, azonban nem az előírt sebességgel [70].
Az eddigiekben tárgyalt esetek közös vonása, hogy az orientációs pontossággal foglalkoz- nak. Ennek meghatározására Mc Entire [80] a következő, egyúttal a pozicionálási pontosság jellemzőjének mérésére is alkalmas módszert dolgozott ki.
3.2.2. ábra. Mc Entire módszerének illusztrációja
A méréshez egy viszonylag egyszerű, hat mérőórából álló mérőrendszert használt. A mérő- órák páronként egy – a robot megfogója által tartott – mérőkocka három egymásra merőleges lapját mérik. Az előírt és a tényleges helyzetben leolvasott mérőóra állások alapján egy számí- tógépre adaptált számítási algoritmus segítségével határozza meg mindkét esetben a kocka középpontjának helyvektorát és a középpontból egy kiválasztott csúcspontba mutató vektort (3.2.2. ábra). Ezek alapján a pontossági jellemzőket a következőképpen definiálja:
POZICIONÁLÁSI PONTOSSÁG: P R= r−Rt, ahol Rr a lejátszott pozíciók átlagvektora, míg Rt a tanított pozíció helyvektora.
ORIENTÁCIÓS PONTOSSÁG: A N= r−Nt a szöghiba vektora, ahol az indexek a fentiek- nek felelnek meg.
POZICIONÁLÁS ISMÉTLÉSI PONTOSSÁGA: a pozíció átlag és az ismételt pozíciók eltéré- se.
Mc Entire módszere azonban nem minden esetben egyértelmű, ahogyan ezt Mc Callion és Pham Duc Troung megmutatja [81]. Ugyanis, ha a kocka az orientációt jellemző N körül for- dul el, az eljárás nem mutatja ki az orientációs hibát. Ennek elkerülésére az előírt helyzetet a ténylegesbe vivő forgatás tengelyének egységvektorával és az elforgatás szögével javasolják az orientációs hiba megadását.
Adott mozgáspálya ismétlési pontosságának becslésével foglalkozik Ananyev [5]. Publiká- ciójában elméleti trajektóriának – mozgáspályának – tekinti azt a térbeli görbét, amelyet a ro- botkéz erőhatások nélkül, ténylegesnek pedig azt, amelyet erők hatására ír le. Az elméleti és a tényleges pálya megfelelő pontjainak különbségét dinamikus hibának nevezi, és módszert ad ennek matematikai becslésére. A bevezetett fogalom és becslési módszer már jól jelzi azokat az újabb törekvéseket, amelyek a robotok pontosságának mélyebb vizsgálatára történnek [3, 10]. Hátránya, hogy elméleti pályaként olyan görbét választ kiindulási alapul, amely a gya- korlatban nem létezik, így a pontosságra ily módon adott becslés inkább elméleti, mint gya- korlati jelentőséggel bír.
A pontossági kérdésekkel foglalkozó ezen – közel sem teljes – áttekintés után összességé- ben a következőket állapíthatjuk meg: nem egységes az irodalom abban a kérdésben, hogy
milyen jellemzőket válasszanak a pontosság jellemzésére. Ennek következtében nincs olyan egységes fogalmi rendszer, amely a különféle robotokra egyaránt alkalmazható lenne. Az al- kalmazott pontossági jellemzők definícióinak megalkotásával a kutatás ezen problémák meg- oldását célozta.
3.3. IPARI ROBOTOK ÁLLAPOT-FELÜGYELETE, HELYZETKÉP ÉS ELEMZÉS
Az egyre kevesebb emberi felügyeletet igénylő komplex gyártó rendszerek elterjedése az ipari robotoknál is előtérbe helyezte a működés közbeni folyamatos állapotfelügyelet iránti igényt.
A felügyelő rendszereknek kettős igényt kell kielégíteniük:
a váratlan meghibásodások észlelését és ennek alapján a robot leállítását (ALARM funkció),
valamint a meghibásodások trendjének követését, a hibák előrejelzését.
A már említett korszerű robotok vagy nagy értékű automatikus rendszerek rendelkeznek állapotfelügyeleti funkcióval, ezek váratlan meghibásodások jelzésére alkalmasak [101].
Jellemző, hogy vészleállítást idéznek elő meghibásodáskor, és noha on-line működnek, elő- rejelzésre nem képesek. Működésük összehasonlító jellegű, az előre megadott jellemzőket ve- tik össze a pillanatnyi értékekkel, s ha egy (szintén előre megadott) hibanagyságot túllép a ro- bot állapotjellemzője, a rendszer vészleállítást indikál. A diagnóziskészítés mérőrendszere a robot beépített érzékelőinek jeleit használja fel. A hibák részleges lokalizálásához a gyártó megfelelő útmutatásokkal szolgál.
Az egyszerűbb diagnosztikai funkciókkal rendelkező robotok állapotának nem megenged- hető változásait általában hardverszinten jelzik. A vizsgálóprogramokkal ellenőrizhetők: a ve- zérlőtábla, a tanítódoboz és a kimenetek, a memória, a CPU és az I/O csatornák. A tesztprog- ramokkal megállapítható, hogy a hiba hol fordul elő, illetve azonosítható a szervohiba jellege (pl. túlfutás pozitív vagy negatív irányba, ciklusidő-túllépés).
A korszerű robotok a belső állapotot érzékelő mérőrendszerrel (pozíció, sebesség, nyomás, nyomaték, áram, feszültség) és a kimenőjelek időbeli változásának értékelésére és összeha- sonlítására is alkalmas számítógéppel rendelkeznek, amely egyúttal a diagnosztikai rendszer alapja is [21]. Ezeknél, a robotoknál a hardverszintű hibaüzenetek mellett a hibaüzenetek a terminálon szöveges formában is megjelennek. A programozási nyelvek is számos hibaüzene- tet tartalmaznak [94].
A HIBAJELZÉSEK ELVILEG A KÖVETKEZŐKRE TERJEDNEK KI:
üzemállapot-kijelzések
3.4. IPARI ROBOT IRÁNYÍTÁSI ÉS FELÜGYELŐ RENDSZERÉNEK PROBLÉMÁJA
A robotirányítás problémája a nem lineáris és csatolt rendszer dinamikájában rejlik. Az egyik legjobban ismert robotirányítási megoldás a „számított nyomaték-szabályozás” módszere, amely magában foglalja a megfelelő bemenet általános erőinek számítását a robot dinamikus modellje alapján, az általános koordináták mért értékeinek, a sebességek és az általános gyor- sulások számított értékeinek segítségével [124]. Ha a robotos manipulátor-modell és a terhe- lés pontosan ismert, az érzékelők és a működtető szervek hibamentesek, valamint a környezet zajmentes, a számított nyomaték módszer biztosítja, hogy a pályagörbe-hiba nullára csökken- jen. Gilbert és Ha megmutatták [46], hogy a számított nyomaték-szabályozás módszere ro- bosztus és kis modellezési hibához vezet. A gyakorlatban azonban a rendelkezésre álló ro- botmodell csak a mozgásegyenlet közelítése. A modell és a mozgásegyenletek közti eltérések több olyan tényezőből keletkezhetnek, mint pl. pontatlanságok a tehetetlenségekben, töme- gekben és geometriában, bizonytalanságok a súrlódási kifejezésekben és a szükséges modell- egyszerűsítés. Ezen kívül a robot változó és nem ismert terhelést hordoz, az érzékelők és mű- ködtető szervek gyakran ki vannak téve véletlen zavaroknak. Az alábbiakban a robot- manipulátor számára tervezett elvárt pályagörbe követéséhez szükséges irányítás tervezési problémáiról szólunk.
ALAPVETŐEN HÁROM VEZÉRLÉSI SÉMA JAVASOLHATÓ:
Az első: a számított nyomatékok módszere, ahol a robotos manipulátor hajtásához szükséges bemeneti nyomatékok on-line módon számítottak, mint az optimális – torzí- tatlan, minimális varianciájú – csomóponti koordináták becsléseinek és a sebességek- nek, valamint a javított gyorsulásoknak a függvényeként. Egy sztochasztikus diszkrét idejű lineáris modellen és korábbi megfigyeléseken alapuló optimális állapotbecslő jön létre a diszkrét Kalman-féle szűrővel [91].
A szabályozási módszerek második csoportja az első továbbfejlesztése. A szabályozá- si rendszer továbbfejlesztésének ötlete egy jobb referencia-pályagörbe használata minden munkaciklusban történő linearizációhoz. Két út adott ezen újralinearizálási fo- lyamat elvégzésére. Az újbóli linearizáció a becsült pályagörbe és a kiterjesztett Kalman-féle szűrő körül történik [90].
A harmadik új szabályozási módszer a nemlineáris visszacsatolt szabályozó tervezé- sének problémáját célozza meg bizonytalan dinamikus paraméterek és egyéb zavarok esetén. Ebben a szabályozási algoritmusban a robotos manipulátor hajtásához szüksé- ges bemeneti nyomatékok szintén on-line módon számoltak, mint a csomóponti koor- dináták és sebességek torzítatlan, minimális varianciabecsléseinek és sebességeknek, valamint a javított gyorsulásoknak a függvénye, de az állapotbecslést diszkrét Kalman-féle szűrő adja meg. Ez a szűrő maguknak a paramétereknek a figyelembevé- tele nélkül veszi figyelembe a bizonytalan paraméterek hatását [37, 121].
A hiba egy robot-manipulátorban vagy érzékelőben, amit a visszacsatoló jel biztosítására használnak, robotos szabályozási rendszerben komoly romlást okozhat a rendszer dinamikus viselkedésében. Ha a hiba fokozatosan jelentkezik, és korai állapotban kerül feltárásra, a robot hibás alkatrésze megjavítható vagy kicserélhető, mielőtt komoly kár keletkezne.
A hiba detektálására és lokalizálására szolgáló valós idejű robot-manipulátor felügyelő rendszereket mutat be a [92, 93] irodalom. A hibaérzékelés problémája hipotézis vizsgálati problémaként fogalmazódik meg a robot- manipulátor nulla hipotézisként történő értelmezé- sével. A robot- manipulátortól érkező aktuális hibajel ellenőrzésre kerül a nulla hipotézissel szemben egy meghatározott szignifikancia szinten [34, 61]. A hibajel, azaz az újítási sorozat a tényleges robotos manipulátor kimenet és az előző megfigyeléseken alapuló torzítatlan, mini- mális varianciájú becslése közti különbségként van definiálva. A becsléseket a Kalman-féle szűrő állítja elő a robot diszkrét idejű lineáris modelljének a segítségével, amit a szokásos másodrendű differenciál vektoregyenletből kapunk linearizálás és diszkretizálás után.
Számos lehetséges statisztikai próba van. Ezek egyike a khi-négyzetes próba, amely megva- lósítható robotoknál, de közvetlenül nem hordoz információt arról, hogy melyik szabadság- fokban jelentkezett a hiba. Ilyen hibahely-azonosítási módszert biztosít a javasolt tesztmód- szer. A hiba lokalizálásának vagy az érzékelési hibáknak az ellenőrzési problémája a variancia elemzésének problémájaként fogalmazódik meg, a rendszer szabályos működését tekintve, mint a nulla hipotézis, ezek eredményeit foglalja össze a „kísérleti” fejezet 4.3. pont- ja.
3.5. A MESTER–SZOLGA IRÁNYÍTÁSI RENDSZEREK
Az iparban elterjedt robotokkal a gyakorlatban előforduló feladatok elég széles skálája (festés, szerelés, anyagmozgatás, szerszámgép-kiszolgálás stb.) már kielégítően megoldható. E fel- adatokat azonban minden esetben az jellemzi, hogy azokra olyan – részben a külső feltételek biztosítása által – egyszerűsítő megkötések tehetők, amelyek miatt az alkalmazott vezérlések részéről nem merül fel az emberi készségekkel összevethető szintű intelligencia igénye.
Bár a robotok szenzorokkal és nagyobb kapacitású vezérlésekkel való felszerelésével szá- mottevő kutatások folynak azok intelligenciájának az élő szervezetekét megközelítő szintre való hozására, az e téren elért eredmények gazdaságossága rövidebb távon nem várható.
Azon kifinomult technológiai feladatok megoldására, amelyek az emberi szervezet látás- izommozgás-erőkifejtés koordinációs képességeit maximálisan igénybe veszik, nehéz teljesen automatizált rendszert elképzelni. Ilyen területeken használhatók az ún. „master-slave”: „mes-
3.5.1. Az emberi kar és intelligencia „erőforrásai”, készségei
A fenti problémák kezelésében az emberi kézügyesség gyorsaság és tanulékonyság terén meghaladja a jelenlegi vezérlések képességeit. Biológusok becslései szerint az emberi kar, mint szenzor az izomfeszültség valamint a kar törzshöz viszonyított mozgásának érzékelésére 20–30 Hz tartományig, míg a taktilis érzékelés esetén 320 Hz értékig (vibrációk, nyomófe- szültségek) képes kielégítő érzékelésre. Az emberi kar kb. 5–10 Hz gyakorisággal képes egy mesterkar által érzékelhető információk („parancsok”) kiadására [26, 27, 79]. Maga az emberi kar, amely ezeket a funkciókat megvalósítja kinematikai szempontból is rendkívül összetett nemlineáris rendszer, amelynek matematikai leírásával sokan foglalkoztak [33, 45, 82, 99, 118], míg az egyszerre több szabadságfok menti mozgást biztosító új motorok fejlesztése te- rén is történnek előrelépések [73].
A mesterkarral való manipulátor-vezérlés feladata első látásra bonyolultnak látszik, azon- ban itt aknázható ki az élő szervezet nagy tanulékonysága és az emberi intelligencia előnye a tisztán gépi vezérléssel szemben:
a külső kontakterők hiányát könnyű biztosítani olymódon, hogy a megfigyelő szem- mel ellenőrzi: hozzáér-e a manipulátorral mozgatott anyag/szerszám a környezetéhez;
az ilyenkor maradó gravitációs erők/nyomatékok alapján ugyanúgy „megtanulható” a rendszer önsúlyának hatása, mint ahogy egy élőlény megtanul állni, vagy bizonyos tárgyakat jól megfogva egyensúlyban tartani [88, 98];
a vezérlésnek több szempontból is adaptívnak kell lennie:
a hordott munkadarab súlyától is függ a gravitációs rész;
a kontakt F erők és M nyomatékok mindig az adott feladattól függnek és szoros csa- tolás is kialakulhat köztük szintén a konkrét eset függvényében (pl. aszimmetrikusan megfogott gerenda két végén akad; az egyensúly ekkor különböző nagyságú kontakt erők mellett is fenntartható a velük arányosan növelt forgatónyomaték mellett stb.);
az emberi „karizmoknak” egy eredő T SCu T transzlációs, R SCu T rotációs és Gu g( )SCT gravitációs mátrixokkal jellemezhető dinamikai rendszert kell megtanulniuk kezelni;
az adott dinamikai rendszerhez egy eredő r u( ), O u( ) kinematikai rendszer tartozik, amely – a „slave” rendszer mozgását közvetlenül figyelve – hasonlóan megtanulható, mint egy biológiai rendszer saját szem-végtagok mozgáskoordinációja; a megtanult rendszer vezérlése már az emberi reflexek szintjéről történik egyéb megszokott moz- gásaink (pl. autóvezetés) végrehajtásához hasonlóan [128];
bár a rendszer kezelésének megtanulási folyamatát gyorsíthatja, ha a „master” kar geometriai értelemben azonos vagy hasonló a „slave” karhoz, a kielégítő működés fel- tétele kinematikai és dinamikai értelemben is csak az S:= ∂ ∂u q mátrix invertálható- sága a „slave” manipulátor teljes munkaterében, amely mátrix a du és a dq „lokális”
koordináták közti kapcsolatot teremti meg;
a fentiek miatt lehetséges, hogy egy adott geometriai szerkezetű mesterkarral attól je- lentősen különböző szerkezetű „slave” manipulátor irányítása is – tág feltételek mel- lett – megoldható [49];
az irányítást végző személynek csak egyszer kell megtanulnia egy adott „master- slave” rendszer eredő jellemzőit; utána a megszerzett „tudás” automatikusan alkal- mazható ugyanúgy, mint ahogy egy biológiai rendszer a saját jellemzőinek ismereté- ben különböző súlyú és méretű tárgyak biztonságos manipulálására is alkalmas;
az adott „master-slave” rendszer kezelésének megtanulása és alkalmazása lényegesen egyszerűbb, mint a hagyományos, csak bizonyos szabadságfokok adott gyorsaságú mozgását vagy megállítását lehetővé tevő közönséges „kapcsolókból” álló elektromos vagy hidraulikus rendszerek irányításának elsajátítása. Az egyszerűbb rendszereknél a kapcsolók állása nem ad invertálható leképezést az emberi karizmok törzshöz viszo- nyított állása és a munkatér között, emiatt ezen eszközök alkalmazása mindig a kezelő látórendszerét terheli, s nem ad lehetőséget arra, hogy az az eszköz irányítását izomfe- szültségek-izomelmozdulások rendszer viselkedését „megtanulva” a szerzett „tudást”
a reflexek szintjén hasznosíthassa [107, 114].
3.5.2. A mesterkarok konstrukciója és főbb jellemzői
A mesterkarral irányított manipulátor rendszerek fejlesztésére fordított költségeket a fejlett ipari országok eredetileg nagyobb távlati célok érdekében (atomerőművekben, mélytengeri munkálatokban vagy a világűrben alkalmazott eszközök) áldozták fel.
A távvezérlésre használt kezdeti konstrukciókban a „mesterkar” a „slave” manipulátor 1:1 arányú másolata volt geometriai értelemben, míg az összeköttetésük direkt mechanikai csato- lásokon alapult [52]. A később kifejlesztett változatokban az összeköttetés tisztán elektromos jellegű volt, lehetővé téve ezzel sokkal nagyobb távolságok áthidalását is. Az univerzális fel- használás érdekében általában törekedtek a minimálisan 6 szabadsági fok meglétére.
A fenti típusokat egyaránt jellemzi, hogy azok a geometriai leképezés 1:1 aránya miatt, va- lamint a „master” és a „slave” összeköttetései miatt a vezérlő személy számára viszonylag könnyen áttekinthetővé tették a megoldandó feladatot.
A megoldás hátránya, hogy az valamennyi különböző „slave” manipulátor karhoz vele azonos vagy geometriai értelemben hasonló „master” kar szerkezet kiépítését kívánják meg.
Ezzel a mesterkar mint eszköz elveszítette „univerzális” voltát.
Eltérő karszerkezetű slave manipulátor és mesterkar alkalmazásának lehetősége a fenti okok miatt szintén felmerült. Ezzel az elképzelhető konstrukciók szinte kategorizálhatatlanná
A kifejlesztendő „master” karnak általában két egymástól eltérő elvárási rendszer között kell kompromisszumot találnia: a vezérlő ember nagyjából állandó adottságaihoz (a tapintás, az érzékelés és a „parancskiadás” becsült elemi frekvenciái, a kéz ereje és az izmok kimerülé- si folyamatai) illeszkedő konstans feltételrendszert ugyanúgy ki kell elégítenie, mint a vezé- relt „slave” manipulátor oldaláról a legkülönbözőbb változó feltételekhez kell alkalmazkodnia [89].
A behatárolható KVALITATÍV JELLEMZŐK [79] alapján a következőképp foglalhatók össze:
Megfelelően „intuitív” irányíthatóság a felhasználó részéről à az adott manipulátorral megegyező szabadsági fokok megléte;
à a mesterkarhoz kötött vonatkoztatási rendszer könnyen legyen úgy beállítható, hogy a slave munkatere és a végrehajtó személy testéhez kötött vonatkoztatási rendszer a megszokott kezelési pozícióba legyen állítható egymáshoz képest;
à a master-slave együttes legyen olyan, hogy a mesterkar szabadságfokainak mozga- tásával a slave manipulátor térbeli mozgása viszonylag könnyen áttekinthetővé vál- jon;
Nagy megbízhatóságú erővisszajelzés
à gyorsan és egyértelműen generált erő illetve nyomaték visszajelzés minimális súr- lódás okozta zavarokkal;
à minimális saját tehetetlenséggel terhelt kezelés;
Megfelelő mechanikai konstrukció
à megfelelő mechanikai szilárdság, amely kellő frekvenciatartománybeli sávszéles- séget biztosít az operátor által kiadott parancsok átvitelére;
à lehetőleg egymással csatolatlan szabadsági fokok mellett egyszerű kinematikai struktúra megléte;
à az operátort a lehető legkisebb, emberileg kellemesen érzékelhető, még nem kime- rítő erőhatások terheljék;
à a master kar részéről az emberi kéz lehetőségeihez illeszkedő méretű és alakú munkatér megléte;
à a kar megfelelő mechanikai kiegyensúlyozása;
à megfelelő erő-, nyomaték- és pozíciófelbontás;
Általában megállapítható, hogy a „durva” szabad mozgásszakasz működtetésére a gyakor- latban közönséges hidraulikus kapcsolók is beváltak a különböző eszközök kézi vezérlésében, ahol a speciális geometriai leképezés hiánya áthidalható a vezérlő személy intelligenciája és vizuális készségei által. Így célszerű a mesterkaroknál fenntartani egy geometriai leképezésre nem nagyon érzékeny „joystick” típusú funkciót ellátó üzemmódot [36].
3.5.3. A mesterkarok alkalmazásának elterjedtsége
A különböző robotokhoz, manipulátorokhoz vagy darukhoz illeszthető mesterkarok ipari, me- zőgazdasági vagy egyéb gazdasági területeken való alkalmazása a fejlődés mai szintjén nem általánosan elterjedt. A nemzetközi kutatási-fejlesztési trendeket figyelve azonban megálla- pítható, hogy hasonló jellegű eszközök kifejlesztésére hosszú idő óta számottevő erőfeszíté- seket tesznek a legkülönbözőbb speciális alkalmazási ötleteket szem előtt tartva.
Az iparilag fejlett országokban ilyen jellegű kutatásokat ma elsősorban az ember közelsé- gében biztonságosan és/vagy gazdaságosan nem megoldható feladatok adta kihívások – mély- tengeri szerelések, bizonyos űrállomásokon történő szerelések, nyersanyag-kitermelés, atom- erőművek karbantartása stb. kapcsán felmerülő tevékenységek – motiválják, ami miatt az ilyen irányú publikációk a konferenciák „Remote Control” vagy „Telerobotic Systems” jelle- gű szekcióiban szoktak megjelenni [2, 104].
Jóval a robottechnika megjelenése előtt még az 1940-es évektől kezdődően kiterjedt kutatá- sok folytak a legkülönbözőbb kézi vezérlő eszközök megvalósítása érdekében. Ezek kezdet- ben a primitív „on-off” kapcsolók szintjén álltak. A kutatások az 1960-as évekre – azaz az el- ső primitív robotok megjelenésének időszakára – már letisztázhatókká váltak [33, 79, 68, 69], illetve az 1970-es évek végére az addig elért eredmények összefoglalása [50, 51] után az 1980-as években a JPL-nél elkészült az első univerzális 6 szabadságfokú erővisszajelzéses kézi vezérlő szerkezet [14]. További tervezési kutatások [71, 78] után kialakult egy megfelelő osztályozási rendszer a különböző kézi vezérlő eszközökről [28].
A kutatási eredmények összefoglalásaként elmondható, hogy általában nem minden esetben szükséges erővisszajelzés. Az ilyen esetekben a kézi irányító berendezés, mint afféle „joy- stick” működtethető, a vezérlés pedig egyszerű sebességvezérlés.
Az általánosan publikált, meglehetősen speciális alkalmazási kört megcélzó kutatási témá- kon kívül a disszertációban bemutatott fejlesztés a pótlólagos automatizálás olyan eszközének tekinthető az ipar különböző területein, amelyeknél az elemző részben leírt problémák megje- lenhetnek, valamint szükségessé válik:
viszonylag nagy terhek lassú és nem túl nagy pontosságú mozgatása és pozícionálása,
nagy súlyú, ember által közvetlenül nem mozgatható, esetleg az egészségre ártalmas szerszám mozgatása, amely,
változó vagy nehezen áttekinthető struktúrájú munkakörnyezetben történik, ahol
az érintkező testek esetén a rongálás vagy a balesetveszélyes kontakterők felismeren- dők és elkerülendők,
ahol a bonyolultabb technológiai alkalmazások maguk is igénylik az erővisszajelzést,
3.6. SOFT COMPUTING AZ ADAPTÍV IRÁNYÍTÁSBAN
A lágy számítási eljárások (Soft Computing, SC) alkalmazásának legfőbb előnye, hogy segít- ségükkel elkerülhető az irányítandó fizikai rendszer bonyolult analitikus modelljének kifej- lesztése. Legfontosabb komponensei lényegében már a XX. század hatvanas éveiben is ismer- tek voltak, az azóta eltelt időben végbement technológiai fejlődésnek köszönhetően napjaink- ban pedig ténylegesen rendelkezésünkre is állnak. Ma a SC mesterséges neurális hálózatok (artificial Neural Networks) és fuzzy rendszerek egymástól elkülönített vagy integrált fel- használását jelenti, amelyben az egyes elemek működését nagyfokú párhuzamosság jellemzi [97]. A modell rendszer paramétereit különböző determinisztikus, sztochasztikus illetve kom- binált paraméter-hangolási módszerrel lehet beállítani. Ezt a folyamatot gépi tanulásnak is szokás nevezni.
A neurális hálózatok alkalmazása kapcsán napjainkra különböző tipikus probléma- osztályok kristályosodtak ki, melyek megoldására tipikus uniformizált architektúrák (pl. több- rétegű perceptron, Kohonen hálózat, Hopfield hálózat, celluláris neurális hálózat [Cellular Neural network, CNN], stb.) alkalmasak. Például a neurális hálózatok egyik tipikus alkalma- zása szenzorok jeleinek linearizálása [75].
A fuzzy rendszerek legnagyobb praktikus értéke, hogy azok a beszélt emberi nyelvek pon- tatlan és gyakran homályos fogalmi rendszerét matematikailag szigorúan képesek reprezen- tálni és kezelni [119]. Ezek nagyobb halmazok részhalmazainak a reprezentálására többnyire tipikus fuzzy tagsági függvényeket (pl. trapéz vagy háromszög alakú függvények, lépésfügg- vényeket vagy szigmoid függvényeket) használnak. A bemeneti és a kimeneti értékek terének direkt szorzatán értelmezett fuzzy relációk előállítására is több szabványos, különböző fuzzy operátor-osztályokon alapuló módszer létezik.
A hagyományos SC alkalmazásának első fázisa, azaz a megfelelő probléma-osztály és a hozzá illő struktúra kiválasztása viszonylag könnyű, és gyorsan megoldható. A következő lé- pés, azaz a megfelelő struktúra méreteinek meghatározása és a modell paramétereinek beállí- tása gépi tanulással már sokkal nehezebb. Általában az erősen csatolt nemlineáris, több beme- netű és több kimenetű rendszerek modellezésében a lágy számítási eljárások mindegyike szenved a „dimenzionalitás átkától”. Ez azt jelenti, hogy a szükséges neuronok/fuzzy szabá- lyok száma erősen növekszik a rendszer szabadsági fokainak számával és a feladat bonyolult- ságával.
A modellezés bonyolultságának csökkentése céljából különböző fuzzy interpolációs mód- szereket dolgoztak ki és teszteltek. Például a hasonlósági relációk igen jól felhasználhatók fuzzy diagnosztikai rendszerek tervezésében [120]. A méretezési problémák orvoslására több- féle „gyógyszert” is kidolgoztak, mint például a szabályinterpolációt [12, 116], vagy Sugeno
és Yasukawa kvalitatív modellezési módszerének továbbfejlesztését [115], hierarchikus sza- bályok bevezetését [72], stb.
Az e téren elért igen fontos eredmények ellenére is a helyzet nehezen látható át. Neurális hálózatok használata esetén hasonló problémákkal kerülünk szembe a hálózat méretének, a szükséges neuronok számának meghatározásakor. A külső dinamikai kölcsönhatások, ame- lyekről általában nem áll rendelkezésre információ, befolyásolják a rendszer dinamikai visel- kedését. A szükséges struktúrák általában nagy mérete, a nagyszámú hangolandó paraméterek megjelenése, valamint az időben változó cél ma még számottevő problémát jelentenek.
Problémát jelentenek a hidraulikus rendszerekben – a dolgozatban ilyen technikai megvaló- sításúak az ipari robottal, illetve erő-visszajelzéses mesterkarral kapcsolatos realizálások – használt dugattyúk súrlódási tulajdonságai jelentenek problémát, különösen a kis sebességtar- tományokban. Ez indokolta azt az erőfeszítést, hogy ezen irányítási nehézségek leküzdésére keressünk megoldásokat.
A kitűzött cél megvalósításának egyik útja az általános fuzzy differenciál egyik első gya- korlati alkalmazása a súrlódás újszerű matematikai modellezése által fuzzy differenciálegyen- letek segítségével. A kutatási első eredményei a [13] munkában, megtalálható. Ennek részle- tezését a dolgozat nem tartalmazza, fejlesztése folyamatosan zajlik.
A klasszikus lágy számítási eljárások rossz skálázhatóságából eredő problémáinak elkerülé- se céljából kidolgozott új megközelítésnek tekinthető a [111]-ben kezdeményezett módszer, amely a széles körű használhatóság és a jó skálázhatóság követelményei közti kompromisz- szumra épül. Perturbáció számítással be lehetett bizonyítani, hogy e módszer fizikai rendsze- rek tág osztályának szabályozásában használható fel. Ilyenek például a klasszikus mechanikai rendszerek is [112]. E megközelítés a klasszikus lágy számítási eljárásokban előforduló uni- formizált struktúráknál és procedúráknál sokkal egyszerűbb és könnyebben átlátható struktú- rákat és eljárásokat használ: különböző Lie csoportokból eredeztethető algebrai blokkok in- tegrálhatók az általa használt „modell”-be, mint pl. a szimplektikus transzformációk egy új családja [109]. A jelen disszertációban ezt a módszert alkalmaztam egy elektromágneses szervoszeleppel szabályozott differenciális hidraulikus munkahenger irányítására. A szelep matematikai modelljét korábban Bröcker és Lemmen adta meg és vizsgálta más jellegű irá- nyítási módszerrel kapcsolatban [29]. A továbbiakban röviden áttekintem az itt alkalmazott adaptív szabályozás közvetlen előzményeit.
3.6.1. A szakaszos deriváltak bevezetésének előképe
egyelőre nincs „szabványosított” kifejezés]. Mindkét megközelítés igényelte a külső zavaró erők és azok idő szerinti deriváltjainak mérését, valamint a hidraulikus munkahenger precíz modelljének ismeretét. E modellt a szerzők megadták, paramétereit pedig kísérletileg megha- tározták egy adott robotkar-hajtás rendszer esetében. Bár ez az út elméletileg járható, a gya- korlat szempontjából számos probléma vetődik fel ezzel kapcsolatban. Egy ilyen modell pa- ramétereinek identifikálása rengeteg laboratóriumi munkát igényel [102, 103], melynek ered- ménye igencsak ideiglenes érvényű lehet. Például a munkaközeg viszkozitása erősen hőmérséklet-függő, emiatt a viszkozitási értékek időben változhatnak a rendszer munka köz- beni általános melegedésével, továbbá miután a melegedés a különböző lehetséges súrlódási módok miatt erősen lokális jelenség, a közeg nem rendelkezhet „egységes” viszkozitási ada- tokkal sem. További gyakorlati nehézséget jelent a külső zavaró erők mérése [130], nem be- szélve azok idő szerinti deriváltjainak becsléséről, ami jelentős zajforrás lehet egy ilyen rend- szerben. Általánosságban tehát megállapítható, hogy egy ilyen rendszer szabályozására a gya- korlat szempontjából előnyösebb lehet valamilyen adaptív megoldás alkalmazása, mint nagy számú ismeretlen és időben változó paraméter használata egy precíz modellben az azok meg- határozását célzó mérésekkel együtt. Ugyanakkor ennek az adaptív irányításnak nem szabad túl bonyolultnak lennie, valójában nem lehet sokkal komplikáltabb, mint egy ipari PID szabá- lyozó [129]. Ezért a Soft Computing alapú megközelítések vonzóbbak lennének, mint a rész- letes analitikus modellezés.
Ezen elképzelés jegyében a [110]-ben körvonalazott módszer hidraulikus munkahenger szabályozására való alkalmazására tett próbálkozás szimulációs eredményei lettek közzétéve [113]-ben. E megközelítés igen óvatosan használta ki a munkahengerre vonatkozó fenomeno- lógiai ismereteket, gondosan elkerülve egy PID-jellegű pályakövetés előírását, szem előtt tartva a súrlódási modellből eredő durva nemlinearitásokat. A munkahenger elmozdulására mindössze egy PI-jellegű követési stratégiát ír elő. A disszertációban alkalmazott módszer ezen közvetlen előzmény továbbfejlesztése egy PIDvar jellegű pályakövetés előírásával, amelyben a deriválás rendje nem fixált, hanem függ a dugattyú-henger relatív sebesség ko- rábbi fluktuációjától, hiszen a sztatikus súrlódási modellek (pl. Striebeck-modell) szerint a súrlódási erő durván ingadozik e relatív sebesség jelváltásaikor.
A kutatási munka eredményeiben bemutatásra kerülnek a „skálázható soft computing” fon- tosabb pontjai. Azt követően bemutatom a szervovezérlésben használt differenciál hidraulikus munkahenger analitikus modelljét az alkalmazott új irányítási módszerrel. A dolgozatot a szimulációs eredmények rövid bemutatása és az ezzel kapcsolatos következtetések zárják.
4. KÍSÉRLETI RÉSZ, KIFEJTÉS
4.1. ÁLLAPOTVIZSGÁLAT A PONTOSSÁG MEGADÁSÁVAL
Ahhoz, hogy egy robot minősítése során egy technológiai folyamat elvégzésére való alkal- mazhatóságról meggyőződjünk, elsősorban azt kell tudnunk, hogy a robot az adott feladatot a megkívánt pontossággal képes-e végrehajtani. Ezért egy ipari robotnál olyan pontossági jel- lemzőket kell megadnunk, amelyekből ez a probléma eldönthető.
4.1.1. A technológiai feladat és a pontosság kapcsolata
Vizsgáljuk meg, milyen jellegű pontosságot igényel néhány olyan technológiai művelet, melyre ma már elterjedten alkalmaznak robotokat.
4.1.1. táblázat. Néhány technológiai feladatnak a robotokkal szemben támasztott igénye Technológiai feladat Igény
Anyagmozgatás Pontos pozicionálás (véghelyzetben) Szerelés
Ponthegesztés
Pontos orientációval (előírt pálya adott pontjaiban)
Festés Ívhegesztés
Pontos pályakövetés (pontos orientációval és sebességgel)
A 4.1.1. táblázatban szereplőkön kívül lehetnek még olyan technológiai feladatok is – mint például a köszörülés –, ahol nem elegendő az adott pálya megfelelő orientációval való követé- se, hanem még egyéb tényezőkre, így jelen esetben az erőre is tekintettel kell lenni.
Emiatt tehát a pontosság olyan jellemzésére van szükség, amely lehetővé teszi bármely technológiai feladat által megkövetelt pontosság megadását!
4.1.2. A robotkéz általános térbeli mozgásának leírása
Tekintsük a robotkezet, mint merev testet és válasszuk ki egy tetszőleges Ó pontját Ennek mozgását megadhatjuk például a 4.1.1. ábrán felvett térbeli Descartes-féle koordinátarend- szerben az r r t= ( ) vektor-skalár függvénnyel vagy a vele ekvivalens egyenletrendszerrel.
4.1.1. ábra. Robotkéz mozgásának megadása Descartes-féle koordinátarendszerben
Tekintsük az Ó pontot most egy, a robot kézzel összekapcsolt, mozgó koordinátarendszer kezdőpontjának. Mivel ebben a rendszerben az Ó pont mozdulatlan marad, ezért a robotkéz ehhez képest legáltalánosabban is csak gömbmozgást végezhet, amelyet az
( )α α= t , β β= ( )t , γ γ= ( )t (4.1.2.1)
Euler szögek időfüggvényei írnak le. A robotkéz, mint merev test, általános térbeli mozgása tehát mindig felfogható egy haladó és egy gömbmozgás együttesének, amelyet az Ó pont megválasztása után az
{
( ), ( ), ( ), ( ), ( ), ( )}
x= x t y t z t α t β t γ t (4.1.2.2)
vektor ír le. Egy t időpillanatban az Ó pont és a robotkéz közötti merev kapcsolat következ- tében természetesen az egész robotkéz is a haladó mozgásnak megfelelő v sebességgel mo- zog. Ugyanakkor a test a gömbmozgás következtében az Ó ponton átmenő tengely körül egy ebbe a tengelybe eső ω szögsebességű forgómozgást végez. A test pillanatnyi sebességálla- pota ily módon az Ó ponthoz kötött két vektorral, a v sebesség és az ω szögsebesség vektor- ral, azaz az
) , , , z , y , x (
x& = ω1 ω2 ω3 (4.1.2.3)
6-dimenziós vektorral adható meg.
Az x és az x& hatdimenziós vektorok egyidejű megadása, azaz az állapotvektor és a sebes- ségvektor teljesen meghatározzák a robotkéz mozgását. Nevezzük a továbbiakban a v=
( )
x x,&vektort fázisvektornak, az általa meghatározott állapotot pedig fázisállapotnak.
4.1.3. A pontosság jellemzésének új fogalmi rendszere
A különféle ipari robotok pontossági jellemzőinek egységes tárgyalásához vezessük be a kö- vetkező fogalmakat:
Ipari robot pontosság: a robot azon tulajdonsága, hogy a megvalósított mozgás a ro- botra jellemző eltérés mértéke szerint az előírt mozgás közelében valósul meg.
Ipari robot tanítási pontosság: a robot azon tulajdonsága, hogy a mozgási cél a robotra jellemző eltérés mértéke szerint a betanított mozgásnak megfelelően valósul meg.
Ipari robot lejátszási pontosság: a robot azon tulajdonsága, hogy a tényleges mozgás, a betanított mozgástól a robotra jellemző eltérés mértéke szerint valósul meg.
Ipari robot ismétlési pontosság: a robot azon tulajdonsága, hogy egy betanított moz- gás, ugyanazon módon és ugyanolyan körülmények közötti többszörös ismétlésével nyert tényleges mozgások során, a robotra jellemző eltérések mértékeivel valósul meg.
Ipari robot reprodukálási pontosság: a robot azon tulajdonsága, hogy egy betanított mozgás ugyanazon módon, de megváltozott körülmények közötti – különböző helye- ken, különböző időpontokban – többszöri ismétlésével nyert tényleges mozgások so- rán a robotra jellemző eltérések mértékeivel valósul meg. Ez tulajdonképpen a robot ismétlési pontosságának hosszabb időtartamú stabilitását jellemzi.
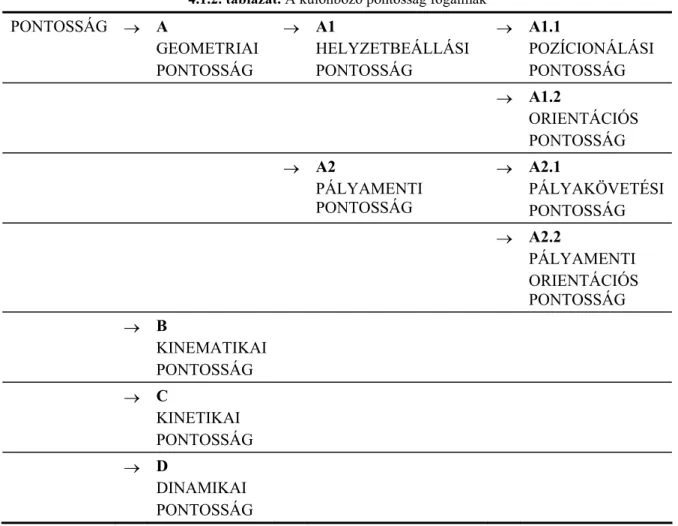
Összefoglalva azt mondhatjuk, a pontosságok tehát az ipari robot hibáiról tájékoztatnak. A pontossági fogalmak összefüggését a 4.1.2. ábra szemlélteti.
4.1.2. ábra. A pontossági fogalmak összefüggése
E tulajdonságok közül további vizsgálatot érdemel magának a pontosságnak és a tanítási pontosságnak a fogalma.
A tanítási pontosság megfelelő módon történő értelmezéséhez tekintsük át először, hogy a gyakorlatban milyen tanítási módszerekkel találkozhatunk.