DOKTORI (PhD) ÉRTEKEZÉS
SZÉNHIDROGÉNFRAKCIÓK ELŐÁLLÍTÁSA AUTÓ- IPARI MŰANYAGHULLADÉKOK HŐBONTÁSÁVAL
Készült a Pannon Egyetem
Vegyészmérnöki- és Anyagtudományok Doktori Iskola keretében
Készítette:
SÓJA JÁNOS okleveles vegyészmérnök
Témavezető:
Dr. Miskolczi Norbert okl. vegyészmérnök
egyetemi docens
Pannon Egyetem Mérnöki Kar
Vegyészmérnöki és Folyamatmérnöki Intézet MOL Ásványolaj- és Széntechnológiai Intézeti Tanszék
Veszprém 2020
DOI:10.18136/PE.2020.764
SZÉNHIDROGÉNFRAKCIÓK ELŐÁLLÍTÁSA AUTÓIPARI MŰANYAG- HULLADÉKOK HŐBONTÁSÁVAL
Az értekezés doktori (PhD) fokozat elnyerése érdekében készült a Pannon Egyetem Vegyészmérnöki- és Anyagtudományok Doktori iskolája keretében
bio-, környezet- és vegyészmérnöki tudományágban
Írta: Sója János
Témavezető: Dr. Miskolczi Norbert, PhD, egyetemi docens
Elfogadásra javaslom (igen / nem)
……….
(aláírás)
A jelölt a doktori szigorlaton …...% -ot ért el,
Veszprém, ……….
a Szigorlati Bizottság elnöke
Az értekezést bírálóként elfogadásra javaslom:
Bíráló neve: …... …... igen /nem
……….
(aláírás)
Bíráló neve: …... …... igen /nem
……….
(aláírás)
A jelölt az értekezés nyilvános vitáján …...% - ot ért el
Veszprém, ……….
a Bíráló Bizottság elnöke
A doktori (PhD) oklevél minősítése…...
………
Veszprém, Az EDHT elnöke
Köszönetnyilvánítás
Ezúton szeretnék köszönetet mondani témavezetőmnek, Dr. Miskolczi Norbertnek tanszékvezető Úrnak, dolgozatom elkészítése során nyújtott támogatásáért, hasznos taná- csaiért.
Köszönettel tartozom továbbá a Pannon Egyetem, Magyar Tudományos Akadémia és a Huazhong University of Science and Technology azon jelenlegi és volt dolgozóinak, akik kísérleti munkám során segítségemre voltak.
Végül, de nem utolsósorban hálásan köszönöm Szüleimnek, hogy támogattak engem és tanulmányaimat.
Veszprém, 2020. augusztus 03.
Sója János
1 TARTALOMJEGYZÉK
BEVEZETÉS ...7
1. IRODALMI ÖSSZEFOGLALÓ ...8
1.1. A műanyagok előállításának és felhasználásának változása ... 8
1.2. Műanyaghulladékok ... 10
1.3. ELV/ASR hulladékok... 11
1.4. Az ELV/ASR újrahasznosítása ... 14
1.4.1. Az ELV/ASR tulajdonságai ... 14
1.4.2. Az ELV/ASR újrahasznosításának jogszabályi környezete ... 15
1.4.3. Az ELV/ASR újrahasznosításának lehetőségei ... 15
1.5. Az ELV/ASR hulladékok kémiai hasznosítása ... 19
1.5.1. Krakkolás – pirolízis - elgázosítás ... 19
1.5.2. Reakciómechanizmus ... 19
1.5.3. A műveleti paraméterek hatása ... 22
1.5.4. Katalizátorok ... 24
1.5.4.1. Alumínium-szilikátok ... 25
1.5.4.2. Zeolit alapú katalizátorok ... 26
1.5.4.3. Egyéb katalizátorok ... 28
1.5.5. Az ELV/ASR hulladékok kémiai hasznosításának lehetőségei ... 29
1.6. Iparilag megvalósított kémiai újrahasznosítási eljárások ... 31
1.6.1. Csőreaktort alkalmazó technológiák ... 32
1.6.2. Üst reaktort alkalmazó technológiák ... 32
1.6.3. Fluid ágyas reaktort alkalmazó eljárások ... 33
1.6.4. Forgó kemencés eljárások ... 34
1.7. A termékek hasznosíthatósága ... 34
1.8. Szakirodalmi közlemények kritikai értékelése ... 36
2. KÍSÉRLETI RÉSZ ... 37
2.1. A kísérleti tevékenység célkitűzései ... 37
2.2. Felhasznált anyagok ... 37
2.2.1. ELV hulladék ... 37
2.2.2. Katalizátorok ... 38
2.3. Alkalmazott reaktorrendszerek ... 44
2.3.1. Előkísérletek reaktorrendszere ... 44
2.3.2. Méretnövelt reaktorrendszer ... 44
2.4. Vizsgálati módszerek ... 45
2.4.1. Gáztermékek vizsgálata ... 45
2.4.2. Folyadéktermékek vizsgálata ... 46
2.4.3. Használt katalizátorok vizsgálata ... 47
2.5. Kísérleti program ... 47
3. EREDMÉNYEK ÉS ÉRTÉKELÉSÜK ... 50
3.1. A főbb műveleti paraméterek meghatározása ... 50
3.1.1. Hőmérséklet kiválasztása ... 50
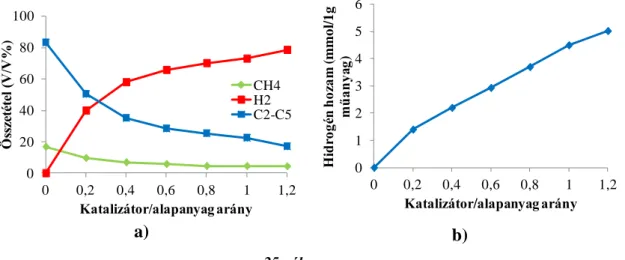
3.1.2. Optimális katalizátor/alapanyag arány ... 52
3.1.3. Katalitikus kísérletek ... 54
3.1.4. Vízgőzös pirolízis kísérletek ... 57
3.2. Az 1. reaktorban alkalmazott zeolit katalizátorok vizsgálata [258] ... 59
3.2.1. Termékhozamok... 59
3.2.2. Gáztermék ... 64
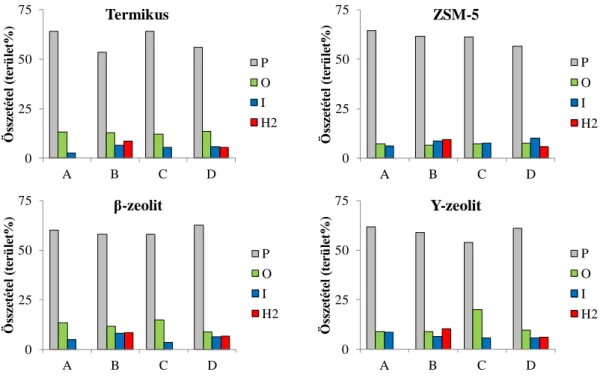
3.2.3. Folyadéktermék ... 65
2
3.3. Módosított ZSM-5 és Y-zeolit katalizátorok alkalmazása ... 70
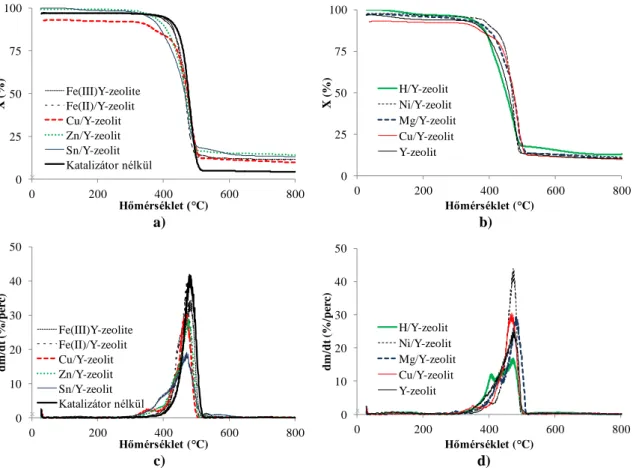
3.3.1. A látszólagos reakciókinetikai jellemzők meghatározása [259] ... 70
3.3.2. Egylépcsős kísérletek bifunkciós ZSM-5 katalizátorokkal ... 75
3.3.2.1. Termékhozamok ... 75
3.3.2.2. Gáztermékek ... 76
3.3.2.3. Folyadéktermékek ... 78
3.3.3. Egylépcsős kísérletek bifunkciós Y-zeolit katalizátorokkal ... 82
3.3.3.1. Termékhozamok ... 82
3.3.3.2. Gáztermékek ... 84
3.3.3.3. Folyadéktermékek ... 86
3.3.4. Kétlépcsős kísérletek bifunkciós ZSM-5 katalizátorokkal ... 90
3.3.4.1. Termékhozamok ... 90
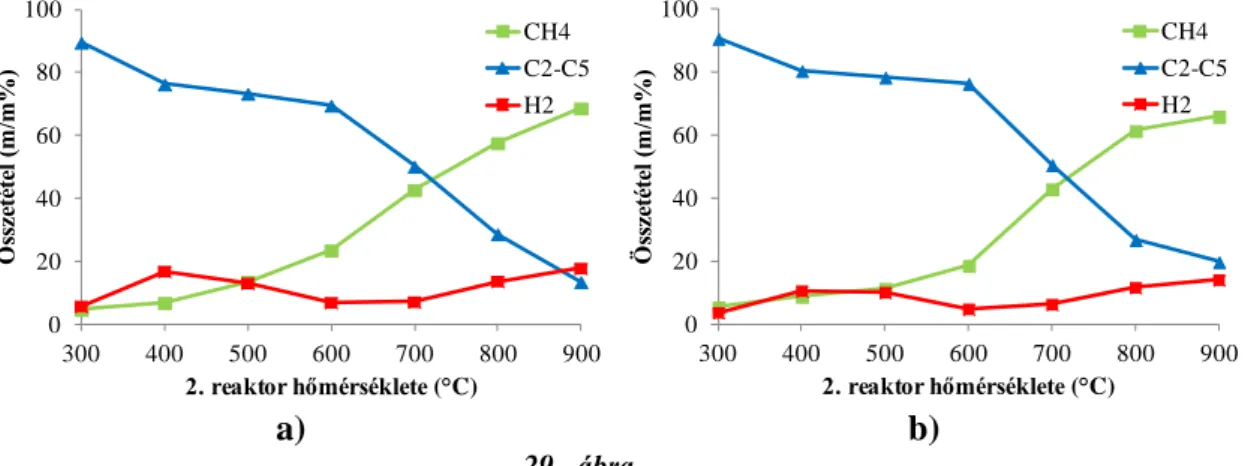
3.3.4.2. Gáztermékek ... 91
3.3.4.3. Folyadéktermékek ... 94
3.4. A lejátszódó folyamatok modellezése [291]... 97
3.4.1. Reaktor modell ... 97
3.4.2. A modellezés eredménye ... 100
3.5. A kutatási irány javasolt folytatása ... 102
ÖSSZEFOGLALÁS ... 104
IRODALOMJEGYZÉK ... 108
MELLÉKLETEK ... 127
3 SZÉNHIDROGÉNFRAKCIÓK ELŐÁLLÍTÁSA AUTÓIPARI MŰANYAGHUL-
LADÉKOK HŐBONTÁSÁVAL
SÓJA JÁNOS PANNON EGYETEM
MOL ÁSVÁNYOLAJ- ÉS SZÉNTECHNOLÓGIAI INTÉZETI TANSZÉK
KIVONAT
A szerző dolgozatában autóipari műanyaghulladékok egy- és kétlépcsős hőbontásával, a degradációt befolyásoló tényezőkkel (hőmérséklet, katalizátor, katalizá- tor/alapanyag arány, vízgőz stb.), illetve azok termékhozamokra és termékek szerkezetére gyakorolt hatásával foglalkozott. A termékek vizsgálata főként gázkromatográfiás mód- szerrel történt. Különböző fémeket tartalmazó ZSM-5 és Y-zeolit alapú katalizátort ké- szített nedves impregnálással, melyek főbb jellemzőit különböző módszerekkel vizsgálta, majd a jelenlétükben lejátszódó műanyag bomlási reakciók látszólagos kinetikai paramé- tereit termogravimetriás módszerrel meghatározta. A kétlépcsős krakkolóreaktor dinami- kus szimulátorának segítségével a pszeudokomponensekből álló reakcióhálózat kinetikai paramétereit is meghatározta.
Megvizsgálta a poliolefin ELV műanyag hulladék pirolízis olaj célú kétlépcsős krak- kolásának optimális műveleti paramétereit a vízgőzős reformálás területét is érintve, fi- gyelembe véve a keletkező gáz hidrogéntartalmát.
Kétlépcsős kísérleteknél, Ni/Mo-Al2O3 katalizátort alkalmazva megvizsgálta a kom- binált reaktorrendszer és a paraméterek hatásait, részletesen az egyes termékek összeté- telére.
Kulcsszavak: ELV, krakkolás, kétlépcsős reaktor, zeolit, bifunkciós katalizátor
4 PRODUCTION OF HYDROCARBON FRACTIONS BY THERMAL
DECOMPOSITION OF AUTOMOTIVE PLASTIC WASTE
JÁNOS SÓJA
UNIVERSITY OF PANNONIA
DEPARTMENT OF MOL HYDROCARBON AND COAL PROCESSING
ABSTRACT
One and two-stage thermal decomposition of automotive plastic waste, factors that influence the degradation (temperature, catalyst, catalyst/raw material ratio, vapor etc.) and their effect on product yields and product structure have been studied. The products were mainly investigated by gas chromatography method. Using different metals several ZSM-5 and Y-zeolite-based catalysts had been prepared by wet impregnation and their main properties were investigated by various methods. Then the apparent kinetic param- eters were calculated based on thermogravimetric measurments. The kinetic parameters of the pseudocomponent reaction network were also determined by using of the dynamic simulator of the two-stage cracking reactor.
The optimal process parameters of the two-stage cracking of polyolefin ELV plastic waste when pyrolysis oil was the required product, also the field of steam reforming, taking into account the hydrogen content of the produced gas have been investigated.
During the two-step experiments, using Ni/Mo-Al2O3 catalyst, the effects of the com- bined reactor system and parameters for the composition of each product has been inves- tigated.
Keywords: ELV, pyrolysis, two-stage reactor, zeolite, bifunctional catalyst
5 ПРОИЗВОДСТВО УГЛЕВОДОПОДНЫХ ФРАКЦИЙ ПОСЛЕ
ТЕРМИЧЕСКОЙ ДЕКОМПОЗИЦИЙ АВТОМОБИЛЬНЫХ ПЛАСТИКОВЫХ ОТХОДОВ
ЯНОШ ШОЙА
УНИВЕРСИТЕТ ПАННОНИИ
ОТДЕЛ УГЛЕВОДОРОДНОЙ И УГОЛЬНОЙ ПЕРЕПАБОТКИ МОЛ АННОТАЦИЯ
Были изучены одно- и двухстадийное термическое разложение автомобильных пластиковых отходов; факторы, которые влияют на разложение (температура, катализатор, соотношение катализатор / сырье, пар и т. Д.), a также влияние этих факторов на количество произведённой продукции и его структуру. Анализ продукции проводился методом газовой хроматографии. Используя различные металлы несколько катализаторов на основе ZSM-5 и Y-цеолита были приготовлены мокрым импрегнированием. После чего их основные свойства были исследованы различными методами. Наблюдаемые кинетические параметры были рассчитаны на основе термогравиметрических измерений. Кинетические параметры псевдокомпонентной реакционной сети также определялись с помощью динамического симулятора двухстадийного крекинг реактора.
Получаемые продукты, такие как пиролизная нефть и газ, с учетом содержания водорода, были исследованы с использованием оптимальных параметров процесса двухстадийного крекинга и парового риформинга полиолефиновых АПО.
В ходе двухэтапных экспериментов с использованием Ni/Mo-Al2O3
катализатора были исследованы эффекты объединенной реакторной системы и параметры состава каждого продукта.
ключевые слова: АПО, пиролиз, двухступенчатый реактор, цеолит, бифункциональный катализатор
6 JELÖLÉSEK JEGYZÉKE
Å Ångström
A Preexponenciális tényező
ASR Személygépkocsi aprítási maradék BET Brunauer, Emmett és Teller BJH Barrett, Joyner és Halenda
Dav Átlagos pórusátmérő
DTG Derivatív termogravimetria Ea Aktiválási energia
EDXRF Energiadiszperzív röntgen fluoreszcencia spektroszkópia EGK Európai Gazdasági Közösség
EK Európai Közösség
ELV Elhasználódott járművek EPS Expandált polisztirol
EU Európai Unió
EU28+NO/CH Európai Unió + Norvégia és Svájc FÁK Független Államok Közössége FCC Fluid katalitikus krakkolás FID Lángionizációs detektor
FTIR Fourier-transzformációs infravörös spektroszkópia
GC Gázkromatográf
GC-MS Gázkromatográfia-tömegspektrometria GDP Bruttó hazai termék
HDPE Nagy sűrűségű polietilén
HPLC Nagy teljesítményű folyadékkromatográfia HY Hidrogén/Y-zeolit
HZSM-5 Hidrogén/ZSM-5
kt Ezer tonna
LDPE Kis sűrűségű polietilén
LLDPE Lineáris kis sűrűségű polietilén MCM-41 Mobil Composition of Matter MDPE Közepes sűrűségű polietilén
MSZ EN Európai Szabványügyi Szervezettel összehangolt magyar szabvány
Mt Millió tonna
NAFTA Észak-amerikai Szabadkereskedelmi Egyezmény PET Polietilén-tereftalát
PID Proporcionális Integráló Deriváló
PP Polipropilén
PS Polisztirol
PUR Poliuretán
PVC Poli(vinil-klorid)
R2 Korrelációs együttható négyzete = Determinációs együttható REY Ritkaföldfémmel ioncserélt Y-zeolit
RID Törésmutató detektor
SBET BET felület
SBJH BJH felület
SEM Pásztázó elektronmikroszkóp
Smikro Mikropórusos felület
TCD Hővezetőképességi detektor
TG Termogravimetria
USA Amerikai Egyesült Államok USY Ultra stabil Y-zeolit
Vmikro Mikropórusos térfogat
ZSM Zeolite Socony Mobil
7
BEVEZETÉS
Kis sűrűségük, kedvező alkalmazástechnikai jellemzőik, és hosszú élettartamuk mi- att, a műanyagok mindennapi életünk szerves részévé váltak. Az 50-es évektől a mű- anyagipar fejlődése töretlen, és ma már évente több mint 350 millió tonna műanyagot állítanak elő a világon, melynek kb. 10%-át az autóipar használja fel [1]. A műanyagipar átlagosan évi ~8%-ot növekszik, és mennyiségük a gépjármű teljes tömegéhez viszo- nyítva egyre nagyobb arányt tesz ki, emiatt minden évben egyre több hulladék keletkezik és halmozódik fel. A műanyagok energiává történő átalakítása perspektivikus megoldás- nak tűnik a belőlük keletkező hulladékok újrahasznosítására.
Ennek egyik megoldása a krakkolás, mely során a hosszú szénláncú polimer moleku- lákat kisebb molekulatömegű, kevésbé összetett molekulákká alakítjuk át hő segítségével.
Ezáltal jelentősen változnak a fizikai és a kémiai tulajdonságok is. A krakkolással előál- lított folyadék és gáztermékek az iparban kőolajipari vagy petrolkémiai üzemek alapanya- gaként alkalmazhatók, illetve a maradék főleg energiatermelésre. A pirolízis olaj például további átalakító és minőségjavító lépések után az olajfinomítói anyagáramokba kever- hető, ahol pl. motorhajtóanyag keverőkomponens állítható elő belőle.
A krakkolás lehet termikus, de általában katalizátorokat is alkalmaznak, mely leg- gyakrabban zeolit. Az utóbbi időben a figyelem a bifunkciós katalizátorok felé fordult, melynek hordozója a krakkoló reakciókat segíti elő, a különböző fémek pedig egyéb re- akciókat, mely lehet izomerizáció, aromatizáció, hidrogén előállítás stb. A megfelelő fém és hordozó megválasztásával a termékek hozama és szerkezete a kívánt irányban módo- sítható.
Dolgozatom irodalmi részének kidolgozása során össze kívántam foglalni a szakiro- dalomban található kutatásokat, melyek a műanyagok, illetve az autóipari hulladékok ter- mikus és termo-katalitikus átalakításával, újrahasznosításával foglalkoznak. Szisztemati- kus megközelítésben a dolgozat gyakorlati célja az autóipari (műanyag)hulladékok két- lépcsős reaktorrendszerben történő pirolízisolaj célú termo-katalitikus átalakítása, in-situ minőségjavításának vizsgálata volt. Továbbá a megfelelő műveleti paraméterek megha- tározása a céltermék szem előtt tartásával, de figyelembe véve a keletkező gáz hidrogén- tartalmát is. A dolgozat tudományos célja kereskedelmi forgalomban kapható zeolitok és nedves impregnálással előállított bifunkciós katalizátorok tulajdonságainak vizsgálata, és azok termékhozamot és szerkezetet befolyásoló hatásának tanulmányozása, összehason- lítása volt. Az előállított instabil pirolízisolaj konkrét felhasználásának vizsgálata nem tartozott a szűkebb értelemben vett céljaim közé.
8
1. IRODALMI ÖSSZEFOGLALÓ
1.1. A műanyagok előállításának és felhasználásának változása
A XX. század második felében a műanyagok az élet minden területén széles körben alkalmazott anyagokká váltak. A műanyagipar éves növekedése 8,4% volt 1950 és 2018 között (1. ábra) [1,2]. A növekedés oka egyrészt a világ népességének és életszínvonalá- nak növekedése, másrészt pedig új, eddig ismeretlen alkalmazási területek felismerése volt. 2018-ban a világon 359 millió tonna, Európában pedig 61,8 millió tonna műanyagot állítottak elő [1].
1. ábra
A világon és Európában előállított műanyagok mennyisége (1950-2018)
A 2. ábra az előállított műanyagok regionális megoszlását mutatja 2018-ban. Lát- ható, hogy a világ vezető műanyaggyártója – 30% részesedéssel – Kína volt, míg az eu- rópai előállítás (EU-28+NO/CH) csupán 17%-át tette ki a világ műanyaggyártásának [1-3].
2. ábra
A világ műanyaggyártásának megoszlása (2018)
(NAFTA tagok: Kanada, USA, Mexikó; FÁK tagok: Azerbajdzsán, Fehéroroszország, Kazahsztán, Kirgizisztán, Moldova, Oroszország, Örményország, Tádzsikisztán, Üzbegisztán) 0
100 200 300 400
1950 1976 1989 2002 2005 2007 2011 2014 2018 Műanyag mennyisége (Mt)
EU28+NO/CH Világ
9 A termelési adatok alapján, 2018-ban 2006-hoz képest Európa részaránya mintegy 5,0%-ot csökkent, míg Kínáé 9,0%-ot növekedett (3. ábra) [1,2]. Az előrejelzések ha- sonló változásokat jósolnak a jövőben is és ezek alapján néhány éven belül Kína a világ legjelentősebb műanyag exportőrévé fog válni, miközben az összes többi régió veszíteni fog a globális részesedéséből.
a) b)
3. ábra
A világ műanyagtermelése 2006-ban és 2018-ban (a) 2006, 205 Mt, b) 2018, 359 Mt)
2018-ban az európai műanyagpiac 51,2 Mt volt, ugyanakkor az egyes országok kö- zött nagy eltérések figyelhetők meg. 2018-ban Németország adta az európai piac 24,6%- át, amit Olaszország (13,9%), Franciaország (9,4%), Spanyolország (7,6%), az Egyesült Királyság (7,3%) és Lengyelország (6,8%) követett.
2018-ban Európában a műanyagok közel 40%-át a csomagolóipar használta fel (39,9%), további 19,8%-ot pedig az építőipar. Kisebb mennyiségű műanyagot használt fel az autóipar (9,9%), az elektromos- és elektronikai ipar (6,2%), a mezőgazdaság (3,4%) és az egyéb (fogyasztási és háztartási cikkek, bútorok, sport, egészség, biztonság) terüle- tek (20,8%) (4. ábra) [1].
a) b)
4. ábra
Az európai (EU28+NO/CH) műanyag igény megoszlása piaci szegmensenként (a) és az EU műanyag elő- állítása típusonként (b) (2018)
24%
22%
21% 2%
6%
14%
5% 6%
18%
17%
3%
30%
4%
17%
4% 7% NAFTA
Európa FÁK Kína Japán
Ázsia többi országa Latin-Amerika Közel-Kelet, Afrika
39,9%
19,8%
9,9%
6,2%
3,4%
20,8%
Csomagolóipar Építőipar Autóipar Elektronikai és elektromos ipar Mezőgazdaság Egyéb
PP 19%
LDPE, LLDPE 19%
HDPE, MDPE
12%
PVC 10%
PUR 8%
PET 8%
PS, EPS 6%
Egyéb 19%
10 A világon és Európában is a legnagyobb mennyiségben előállított műanyagok a poliolefinek (4. ábra). Európában ez 49,0%-ot jelent (LDPE+LLDPE: 9,0 Mt, HDPE: 6,2 Mt, PP: 9,9 Mt) [1,2]. A poliolefineket a PVC, a PUR, a PET valamint a PS és az EPS követi, melyekből sorrendben 5,1; 4,0; 3,9 valamint 3,3 Mt-át gyártottak 2018-ban.
Az 5. ábrán a Magyarországon előállított és felhasznált műanyagok mennyisége lát- ható [4,5]. 1970 és 2018 között az előállított mennyiség átlagosan évi 7,1%-kal, a felhasz- nálás pedig 4,3%-kal növekedett. A hazai előállítás a világ műanyaggyártásának 0,45%-át, az európainak pedig 2,6%-át tette ki 2018-ban.
5. ábra
A Magyarországon előállított és felhasznált műanyagok mennyisége 1970 és 2018 között
1.2. Műanyaghulladékok
A (műanyag)hulladékok fogalma a 2008-ban kiadott EU Waste Framework Directive szerint: „minden olyan tárgy hulladéknak tekinthető, melyet a felhasználók kidobtak, szándékoznak kidobni, vagy valamilyen ok miatt ki kell dobniuk” [6,7]. Meg kell azonban jegyezni, hogy az egyre növekvő hulladékmennyiség miatt az EU környezet- és hulladék- politikája jelentős változáson ment és jelenleg is megy keresztül.
A kommunális hulladékban – akár nagyvárosi, akár vidéki – a műanyaghulladékok csak csekély hányadot tesznek ki. A kommunális hulladék közelítő összetétele a követ- kező: 5% műanyag, 15% papír, 10-10% fém és üveg, valamint 40% szerves hulladék, a többi pedig főleg építési hulladék [8]. Ez azonban a lakosság életszínvonalának és fo- gyasztói szokásainak különbségei miatt nagyban különbözhet a településtípusok, a kü- lönböző régiók és országok tekintetében.
Az ipari hulladékok esetén az egyes iparágakból származó műanyaghulladékok mennyisége és összetétele jelentős különbségeket mutat. A csomagolóiparban használják
0 300 600 900 1200 1500 1800
1970 1975 1980 1985 1990 1995 2000 2005 2010 2015 2020 Műanyag mennyisége (kt) Termelés
Felhasználás
11 fel legnagyobb arányban a műanyagokat, melyet az építőipar és az autóipar követ. A mű- anyagok iparági megoszlása is nagyban különbözik. A csomagolóiparra például jellemző, hogy főleg a tömegműanyagokat használja, míg az autó- és elektronikai ipar főként a műszaki műanyagokat [6].
1.3. ELV/ASR hulladékok
A gépjárművek elhasználódása során keletkező hulladékot ELV-nek nevezik (End of life vehicles). Az újrahasznosítás során az életciklusuk végére ért gépjárművekből a ve- szélyes hulladéknak számító, valamint az értékes és újrahasznosítható részeket kiválogat- ják. Ezután a gépjármű váza aprítógépbe kerül, melyből a gépjármű aprítási maradéka (ASR: Automotive shredder residue) keletkezik. Egy átlagos személyautó nagyjából 1000 kg szerkezeti anyag komplexumot alkot, amelyből közel 70% a fém, 15-20% a szer- ves anyag (műanyag, gumi), valamint 10% az egyéb szervetlen anyag. A gépjárművek műanyagként leginkább polipropilént, poliuretánt, poliamidokat, polietilént, akrilnitril- butadiénsztirolt és sztirol-akrilnitrilt tartalmaznak [1,6,9]. Az utóbbi ötven évben a gép- járművekben felhasznált műanyagok részaránya jelentősen növekedett (6. ábra). Egyes előrejelzések szerint az autóipari műanyaggyártás a 2017-es 11 millió tonnáról 2024-re 20 millió tonnára fog növekedni (9,5% éves növekedés) [10].
6. ábra
A gépjárművek műanyagtartalmának növekedése 1970-2020 között [11]
Az EU-ban 2006 és 2016 között, 2009-ben volt a legnagyobb az ELV mennyisége (~9 Mt), ami az utána következő években 6-7 Mt-ra csökkent (7. ábra) [12]. Ennek oka részben az újautó eladások és az autók átlagos tömegének csökkenése volt.
6 9 13 14 16 18
2 2 5 6 6 7
79 76 65 63 61 55
14 14 17 18 18 20
0%
25%
50%
75%
100%
1970 1100 kg
1980 1180 kg
1990 1260 kg
2000 1340 kg
2010 1400 kg
2020 1100 kg A gépjármű teljes tömegéhez viszonyított arány
Év/átlagos gépjármű tömeg
Egyéb (akkumulátor, folyadékok, üzemanyag, elektronika)
Fémek
Gumi
Műanyag
12 7. ábra
Az ELV hulladék mennyisége az EU-ban 2006 és 2016 között [12]
A hozzáférhető adatok alapján az utóbbi években a legtöbb ELV hulladék Francia- országban, az Egyesült Királyságban, Olaszországban, Spanyolországban, Németország- ban és Lengyelországban keletkezett. Ez az EU-s mennyiség közel 75%-a. Magyarország ennek a listának a 23. helyén áll [12]. Hazánkban (hasonlóan az európai helyzethez) 2007-2009 között keletkezett a legtöbb ELV hulladék (27-30 kt), ami utána folyamatosan csökkent (8. ábra) [12].
8. ábra
Az ELV hulladék mennyisége Magyarországon 2006 és 2016 között [12]
Az autóipari hulladékok másik nagy területét az iparági beszállítóknál jelentkező mű- anyaghulladékok jelentik. Az iparra jellemző szigorú minőségbiztosítás következtében a beszállítóknál a legtöbb esetben megvalósul a műanyag melléktermékek és gyártási se- lejtek fajtaszelektív gyűjtése. Ennek következtében ezen hulladékoknál jó eséllyel lehet a mechanikai hasznosítási módokat alkalmazni.
Az 1. táblázatban az egyes országok gépjármű állománya (személygépjárművek, bu- szok, kamionok), az évente gyártott gépjárművek és az ELV hulladék mennyisége látható.
2017-ben a világ gépjárműállománya közel 1,4 milliárd volt, ami 2050-re – elsősorban a kínai és indiai növekedés miatt – majdnem kétszeresére fog változni [13]. Az EU és az
0 2 4 6 8 10
2006 2007 2008 2009 2010 2011 2012 2013 2014 2015 2016
ELV mennyisége (Mt)
0 5 10 15 20 25 30 35
2006 2007 2008 2009 2010 2011 2012 2013 2014 2015 2016
ELV mennyisége (kt)
13 USA 2010-ben még 50%-át tette ki ennek az értéknek, ami napjainkra 41%-ra csökkent.
Ezzel ellentétben az újonnan iparosodott és jelentős GDP növekedést mutató országok- ban, pl. Kína és India, a gépjárművek száma rohamosan növekszik.
1. táblázat
A világ és az egyes országok becsült gépjárműállományának, gépjárműelőállításának és az ELV száma Ország Gépjármű állo-
mány (db)a
Gépjármű előállí- tás (db)b
Gépjármű/
1000 főc ELV száma (db/év)
Európai Uniód 289.856.566e 17.955.308 498 6.029.320f
Németország 50.092.489 5.120.409 572 412.801f
Olaszország 43.597.915 1.060.068 679 978.960f
Franciaország 39.384.600 2.269.600 578 1.046.083f
Anglia 39.675.562 1.604.328 519 1.103.050f
Spanyolország 28.643.712 2.819.565 593 611.446f
Magyarország 4.044.298g 430.988 345 15.141f
Oroszország 52.960.800 1.767.674 293 Nem elérhetőh
USA 276.019.000 11.314.705 797 11.000.000i
Kanada 23.846.147 2.020.840 607 1.200.000h
Brazília 43.597.358 2.879.809 249 1.000.000h
Japán 78.077.869 9.729.594 591 2.960.000h
Kína 215.600.000 27.809.196 83 3.506.000h
Korea 22.528.295 4.028.834 376 684.000h
Ausztrália 18.313.000 0 717 500.000h
Ezek összesen 1.222.193.313 90.379.930 - 31.031.660
Világ összesen 1.373.407.151 95.707.359 212 41.534.500
aA Japán Autógyártók Szövetsége adatai alapján (2017) [14]
bA Japán Autógyártók Szövetsége adatai alapján (2018) [14]
cAz Our World in Data adatai alapján (2014) [15]
dEU + Liechtenstein, Norvégia
eAz Európai Autógyártók Szövetsége adatai alapján (2015) [16]
fAz Eurostat adatai alapján (2016) [17]
gA Központi Statisztikai Hivatal adatai alapján (2017) [18]
hShin-ichi Sakai és munkatársai adatgyűjtése alapján (2013) [19]
iwww.arscars.com(2017)[20]
Az ELV éves mennyisége közel 41 millió darab világszerte, ami a világ teljes gép- jármű állományának 3%-a. Az 1000 főre jutó gépjárművek száma a világon átlagosan 212. Az USA-ban közel 800 jármű, az EU-ban átlagban 498 gépjármű jut 1000 lakosra.
Az ELV jelentős növekedése elsősorban azokban az országokban várható, ahol jelenleg viszonylag alacsony a gépjárműállomány, nagy a lakosság száma és jelentős a gazdasági növekedés. Ilyen például Kína, ahol jelenleg 89 gépjármű jut 1000 lakosra.
14
1.4. Az ELV/ASR újrahasznosítása
Az üvegházhatást okozó gázok növekvő kibocsátásából adódó problémák, a mobili- tás, a fenntartható fejlődés, a környezetvédelem, a kőolajmezők kimerülésével kapcsola- tos aggodalmak és egyes nemzetközi egyezmények mind hatással vannak a hulladékokra vonatkozó előírásokra, melyek folyamatosan változnak és szigorodnak [21]. Általános- ságban elmondható, hogy a hulladékokra vonatkozó irányelvek (pl. 75/439/EGK) elsőd- leges célja azok keletkezésének megelőzése, csökkentése és a hulladékok újrahasználata, újrahasznosítása. Ez alapján a korszerű hulladékgazdálkodásban elsősorban a hulladékok keletkezésének megelőzésére kell törekedni, például kis tömegű, hosszú élettartamú, ja- vítható termékek/alkatrészek gyártásával. Ha ez nem oldható meg, a lehetőségekhez mér- ten a hulladékokat újra kell használni ugyanarra a célra, amire eredetileg készítették (lásd autóbontók). Ha pedig ez az újrahasznosítási mód sem valósítható meg, akkor a követ- kező lépés a hulladékok mechanikai vagy kémiai újrahasznosítása. Ezután következhet csak az energetikai hasznosítás, mely a legtöbb esetben energia-visszanyeréssel kombi- nált hulladékégetés. Az utolsó, elkerülendő lehetőség a hulladéklerakás. Az ELV/ASR hulladékok kezelésére az előzőek alapján a lerakás, égetés és az újrahasznosítás/újrafel- használás alkalmazható [6]. Ugyanakkor meg kell azt is jegyezni, hogy az iparágat sza- bályozó előírások jelentős szigorításon mentek keresztül. Napjainkban az ELV 95%-át kimutatható módon újra kell hasznosítani, ami sok esetben nehezen megoldható kihívás elé állítja a piaci szereplőket.
1.4.1. Az ELV/ASR tulajdonságai
Az ELV/ASR összetétele az 1-2. mellékletekben látható, melyet Shin-ichi Sakai és munkatársai különböző szakirodalmakból gyűjtöttek össze [19]. Az ASR elsősorban po- limereket (műanyag, gumi, szövet) (9,9-74,6%) és fémeket tartalmaz (0,3-26,9%). Az elemösszetétel tekintetében a szén (17,5-90,0%), az oxigén (0-30,0%), a hidrogén (1,3- 12,0%), a kalcium (1,5-13,0%), a szilícium (2,1-12,9%) és az alumínium (0,2-10,0%) mennyisége a legnagyobb. Ezen kívül a króm, nikkel, ólom és cinktartalom is jelentős.
A fémeket a legtöbb esetben megpróbálják a hulladékáramból kivonni és anyagában újrahasznosítani. A nemfémes elemek tekintetében a legnagyobb gond az, hogy azok ve- gyületeik formájában fordulnak elő, emiatt elemi állapotban történő kivonásuk a legtöbb esetben nem, vagy csak bonyolult és költséges módon valósítható meg. A szerves halogén vegyületek közül a polibrómozott-difenil-éterek, a hexabróm-ciklododekán és a
15 poliklórozott bifenilek mennyisége magas, melyeket égésgátló és égéskésleltetőként használnak a műanyagokban. A melléklet adataiból jól látszik az ASR hulladékok komp- lexitása, illetve az, hogy az újrahasznosításuk során milyen sok összetevőből álló anyagi rendszer szétválasztását és további alkalmazhatóságát kell megoldani.
1.4.2. Az ELV/ASR újrahasznosításának jogszabályi környezete
Az autóipari hulladékok tekintetében elsősorban a nagyon magas újrahasznosítási arány teljesítése miatt nem megkerülhető a műanyaghulladékok hasznosítása. Az ELV hulladékok további sorsát, kezelését és hasznosítását számos direktíva, törvény vagy ren- delet szabályozza (9. ábra).
9. ábra
Az ELV hulladékok szabályozásával foglalkozó főbb direktívák, törvények, jogszabályok
A 2000/53/EK direktíva legfontosabb intézkedése, hogy az ELV hulladékok újrafel- dolgozásának és a hasznos anyagok kinyerésének az arányát a lehető legnagyobb mérté- kig növeli a környezet megóvása érdekében. 2002-ben lépett hatályba és előírta, hogy 2006. január 1-ig az újrahasználat és a hasznosítás arányát az adott autó tömegére vonat- kozóan 85%-ra kell növelni, továbbá hogy az újrahasználat és visszanyerés aránya mini- málisan 80% kell hogy legyen. Ugyanez a direktíva 2015. január 1. után már 95%-ot ír elő az újrahasználat és hasznosítás mértékének, mindamellett, hogy az újrahasználat és visszanyerés arányának minimálisan 85%-nak kell lennie [6,22,23]. A két érték közötti közel 10% eltérést a visszanyerés és a hasznosítás igen eltérő definiálása okozza.
1.4.3. Az ELV/ASR újrahasznosításának lehetőségei
A 10. ábrán az EU általános ELV újrahasznosítási folyamata látható, mely a gép- jármű szétbontásával kezdődik. Azoknál először a veszélyes hulladékot tartalmazó része- ket gyűjtik össze (pl. ólom, olaj), majd az értékes és újrahasznosítható részeket válogatják
2000/53/EK
2005/64/EK
2002/151/EK 2003/138/EK 2005/293/EK
2005/63/EK 2005/437/EK 2005/63/EK 2005/438/EK
2002/525/EK 2005/673/EK 2008/689/EK 2010/115/EU 2011/37/EU 2013/28/EU 2016/774/EU 2017/2096/EK
16 ki (pl. motor, kerék, üzemanyagtartály, lökhárító). A szétbontás után az ELV tömege a kiindulási érték 55-70%-ára csökken. Az anyagok szelektív összegyűjtése azért is kiemel- ten fontos, hogy az ELV-ből keletkező ASR mennyisége minél kisebb és veszélyes hul- ladéktól mentes legyen.
10. ábra
Az ELV feldolgozás sematikus ábrája az EU-ban [19,24]
Az autó váza a szétbontás után aprítógépbe kerül, melyből ASR keletkezik. Majd a felaprított anyagokat fajsúly szerint szétválogatják és a könnyű frakciót elválasztják. Ezt követően a vasakat és a színesfémeket mágneses szeparátorokkal, vagy színesfém kollek- torokkal válogatják szét. Ennek a folyamatnak a maradéka a nehéz ASR. Az EU-ban a vas és színesfém súlya egy jármű tömegének 36-70%-a, míg az ASR (könnyű és nehéz) mennyisége 12-32%. Meg kell azonban jegyezni, hogy az újrafelhasználási nehézségek miatt sajnos az ASR meghatározó része sok esetben hulladéklerakóba kerül [19]. Ugyan- akkor a lerakás semmiképp sem megfelelő megoldás a lerakó-kapacitások gyors kimerü- lése, a lerakók környezet irányába mutatott emissziója [25], illetve az anyag- és erőforrá- sok pazarlása miatt. Ezen kívül a hulladékokból (pl. műanyagokból) értékes energia, egyéb anyagok, esetleg alapanyagok nyerhetők ki [26-31]. A 11. ábra a nagy polimertartalmú ELV/ASR hulladékok további kezelésének lehetőségeit, azok előnyeit és hátrányait foglalja össze. Az újrahasznosítás során igazán jó minőségű, értékes termé- ket tiszta, egynemű kiindulási anyagból lehet előállítani. Emiatt arra kell törekedni, hogy
17 a gépjárművek szétbontásakor keletkező szerkezeti és egyéb anyag alkotta keveréket komponenseire válasszuk szét (pl. PVC, poliolefinek, polisztirol, réz, acél stb.).
11. ábra
Nagy polimertartalmú ELV/ASR hulladékok kezelési módjainak előnyei-hátrányai
A különböző típusú ELV/ASR hulladékok újrahasznosíthatósága és egymáshoz vi- szonyított újrahasznosítási aránya között jelentős különbségek vannak. Az EU-ban a for- galomból kivont gépjárművek fém- és üvegtartalmának újrahasznosítása viszonylag meg- oldott, de a 10-15%-ot kitevő műanyagalkatrészek (újra)hasznosítása körüli nehézségek miatt a korábban említett 95%-os újrahasznosítási arány elérése az egyes tagországokban komoly akadályokba ütközik. Elsősorban a gépjárművek magas műanyagaránya és az azokból keletkező hulladékok újrahasznosíthatósága okoz nehézségeket. Emiatt az utóbbi években egyre többen foglalkoznak az ELV/ASR műanyaghulladékok (újra)hasznosítá- sával. A fő problémát a hulladékok heterogén összetétele és szennyezőanyag tartalma jelenti, illetve az üzemanyagtartályok esetén a tartály anyagába diffundált motorhajtó- anyagok mennyisége, melyek a darálás, formázás során robbanásveszélyes gázok fejlő- dését okozhatják. Emiatt hosszú távon a mechanikai hasznosítás megvalósítása nem meg- oldott, sokszor költséges és sok műszaki, kémiai, illetve alkalmazástechnikai nehézségbe ütközik. Ezzel szemben az olajos és motorhajtóanyaggal szennyezett műanyagok nem jelentenek problémát a kémiai hasznosítás során, sőt a hulladékok szénhidrogén szennye- ződésének esetenként pozitív hatása is lehet a lejátszódó folyamatokra; pl. növelhetik az értékesebb termékek mennyiségét (pl. szén nanocső gyártás) [6,32].
Hulladéklerakás
• Előny: a legolcsóbb kezelési mód, nem igényel bonyolult technológiát
• Hátrány:
környezetszennyezés, hulladék energia- tartalmának pazarlása, földterület elfoglalása
Hulladékégetés
• Előny: szerves szennyezőanyagok elégnek, a hulladék energiatartalma hasznosítható, minden típusú műanyagra jó
• Hátrány:
környezetszennyezés, magas beruházási és üzemeltetési költség, társadalmilag kevésbé elfogadott
Mechanikai hasznosítás
• Előny: újra termék keletkezik
• Hátrány: szigorú szelektív gyűjtést és előkészítést igényel, magas költségek, a terméknek kicsi az értéke, egyes műanyagok összeférhetetlensége
Kémiai hasznosítás
• Előny: nem igényel szigorú fajtaszelektív gyűjtést és
előkezelést, nagy értékű termék keletkezik
• Hátrány: magas beruházási és üzemeltetési költség
18 Az EU-t, Svájcot és Norvégiát tekintve a hulladékégetés egyre nagyobb részaránnyal bír, mely 2016-ban közel 42%-ot jelentett a kezelési módszereken belül [1]. Ebben azon- ban annak is nagy szerepe van, hogy az utóbbi időben az EU-s statisztikák gyakran hasz- nosítási és nem kezelési módként említik a hulladékégetést. A műanyagok közül a tiszta polietiléneknek, polipropilénnek és polisztirolnak az energiatartalma gyakorlatilag meg- egyezik a legjobb fűtőolaj (44 MJ/kg) energiájával. Ugyanakkor a káros anyagok emisz- sziója (pl. dioxinok) jelentős veszélyforrást és megoldandó műszaki nehézséget jelent.
Egyes kimutatások szerint a dioxinok emissziója évente csaknem 30%-kal növekedett a lakossági hulladékégetők miatt [8,26-34].
A mechanikai hasznosítás anyagában történő hasznosítást jelent, mely során a hulla- dékból önmagában, vagy más anyagokkal keverve újra valamilyen terméket állítanak elő.
Ennél a hasznosítási módnál kiemelten fontos a fajtánkénti gyűjtés, mert az eltérő anya- gok különböző kémiai szerkezete, felületi szennyeződéseik, vagy az adalékok jelentős minőségromlást eredményezhetnek. A mechanikai hasznosítás során az anyagok kémiai szerkezete lényegesen nem változik, és azokból általában ugyanazt, vagy az eredetihez hasonló felhasználásra szánt terméket állítanak elő [6]. A mechanikai újrahasznosítás so- rán ritkán teljesíthető az eredetivel azonos követelményszint, emiatt gyakoribb az alacso- nyabb szintű újrahasznosítás (down-cycling) [8,26]. Megjegyzendő, hogy az anyagok ez irányú újrahasznosítása a felhasználói szokások miatt sok nehézségbe ütközik. A legna- gyobb kihívás a műanyag ELV/ASR újrahasznosítás során, azok heterogén összetétele és a szennyeződések. Ez az oka, hogy csak magas költségekkel és nehezen kivitelezhető a műanyag ELV/ASR mechanikai újrahasznosítása. A szennyeződéseken belül nagy prob- lémát jelentenek a szénhidrogének, mert azok már néhány mg/kg mennyiségben is képe- sek a műanyagba bediffundálni.
Kémiai hasznosítás alatt főleg a különböző degradációs eljárásokon alapuló megol- dásokat értjük. A degradáció definíciószerűen azokat a folyamatokat jelenti, amelyek kü- lönböző hatásra a polimer struktúrájának irreverzibilis megváltozásához vezetnek. Ez a változás a polimerlánc leépülését jelenti, mely során a molekulatömeg csökken, és emel- lett jelentősen változnak a kémiai és a fizikai tulajdonságok is. Legnagyobb jelentősége a termikus és a termo-katalitikus degradációnak van. A termikus degradációt krakkolás- nak, pirolízisnek nevezzük, mely a szerves anyagok termokémiai bontását jelenti magas hőmérsékleten, oxigén távollétében. A termékek hozama és tulajdonságai a reakció para-
19 méterekkel jelentősen befolyásolhatók [35]. A kémiai újrahasznosítás elterjedése legin- kább a keletkezett termékek (pirolízis olaj, éghető szénhidrogén gázok, hidrogén [36,37]) további hasznosításától függ. Ezek elsősorban energia előállításra, petrolkémiai, illetve az olajipar alapanyagaként hasznosíthatók [38].
1.5. Az ELV/ASR hulladékok kémiai hasznosítása 1.5.1. Krakkolás – pirolízis - elgázosítás
A krakkolás, pirolízis és elgázosítás fogalma hasonló, közöttük főként az egyes mű- veletek hőmérséklet-tartományában van különbség. Ahogy fentebb említettem, a krakko- lás a szerves anyagok hőbomlását jelenti oxigén távollétében (inert atmoszféra alkalma- zásával), magas hőmérsékleten. Endoterm folyamat, mely során irreverzibilisen megvál- tozik a kémiai összetétel és a fizikai fázis. A műveletben a hosszú szénláncú molekulák rövidebbekre törnek. 650°C alatt krakkolásról, a felett pedig pirolízisről beszélünk. Mind- két esetben szénhidrogén gázok, folyékony termék (olaj, wax) és szilárd, koksz-szerű ma- radék keletkezik. Az elgázosítás is egy hőbontási művelet, melynél a szerves anyagok hőbontása a lehető legnagyobb gázkihozatal érdekében minimum 850-950°C hőmérsék- leten (max. 1600-1700°C), segédanyagok (levegő, oxigén, vízgőz) segítségével megy végbe. A gáztermék főként hidrogént és szén-monoxidot tartalmaz. A fenti folyamatokat sok esetben katalizátorok jelenlétében végzik, mert segítségükkel jelentősen csökkent- hető az energiaigény és módosítható a termékek szerkezete.
1.5.2. Reakciómechanizmus
A műanyagok termikus (nemkatalitikus) krakkolása gyökös mechanizmus szerint ját- szódik le, amelyben az iniciáló gyökök hő hatására keletkeznek (1.1). A katalitikus krak- kolás általában karbénium ionokon keresztül megy végbe, amelyek az iniciáló reakciólé- pésben keletkeznek a polimertől történő hidrid ion (Lewis sav) elvonása, vagy a polimer makromolekulájára történő proton (Brønsted sav) addíciója által (1.2). Azok a molekula- töredékek, amelyek az első krakkoló reakciókban alakulnak ki, a katalizátor aktív helyein tovább krakkolódnak kisebb molekulatömegű szénhidrogénekké [39]. A termikus krak- kolás egyik fontos sajátossága, hogy mivel gyökös reakció lévén nincs átrendeződés, el- ágazó termék csak két gyök közötti reakcióból jöhet létre (1.3).
20 (1.1)
(1.2)
(1.3)
A katalitikus krakkolás ezzel ellentétben karbokationos mechanizmussal megy végbe, de megfigyelhető mellette a termikus degradáció is. A két folyamat egymáshoz viszonyított sebessége a hőmérséklet függvénye. A gyökös mechanizmussal ellentétben a katalitikus folyamatok esetén vázátrendeződés is lejátszódik, aminek során elágazó szénhidrogének képződnek (1.4). Emellett lejátszódhat oligomerizáció (1.5), ciklizáció (1.6) és aromások (1.7) is keletkezhetnek [39].
(1.4)
(1.5)
(1.6)
(1.7)
Katalizátorok jelenlétében a heterogén katalitikus krakkolás a polimer olvadék és a szilárd katalizátor közötti külső érintkező felületen játszódik le. A reakciók fő lépései a következők: diffúzió a katalizátor felületére (1,2), adszorpció a katalizátoron (3), kémiai reakció (4), deszorpció a katalizátorról (5), diffúzió a folyadék fázisba (6,7) (12. ábra). A katalitikus reakciók reakciósebességét mindig a leglassúbb elemi reakció határozza meg.
A fő sebességmeghatározó elemi reakció a polimer kapcsolódása a katalizátor aktív he- lyére [39,40].
21 12. ábra
Egy heterogén katalizátoron lejátszódó reakció elemi lépései [41] (Mol.: a heterogén katalitikus reakció- ban résztvevő molekula)
A kezdeti reakcióban kialakuló instabil molekulatöredékek (gyökök és ionok) to- vábbi reakciókban vesznek részt a polimer addig nem krakkolódott makromolekuláival vagy a gyökökkel és ionokkal, kisebb molekulatömegű másodlagos instabil komponen- seket eredményezve. Rendszerint az elsődleges gyökök és ionok β-hasadása oligomereket, esetleg monomereket eredményez (1.8) [39].
(1.8)
Általában a hőmérséklet csökkenésével az izo-paraffinok és az izo-olefinek koncent- rációja növekszik, mert a hőmérséklet növekedésével nagyobb mértékű lesz az elágazó szénhidrogének további degradációja, mint a nem elágazóké. Hasonló jelenség figyelhető meg azon katalizátorok esetén, melyek jelentős savasságuk miatt gyenge hidrogénező tu- lajdonsággal is rendelkeznek. A kialakult olefin köztitermékek ugyanis nagyobb arány- ban izomerizálódnak a katalizátorok aktív helyein. Másrészt nem csak az izomerizáció valószínűsége, de a katalizátor aktivitása is csökken azok savasságának csökkenésével.
Megállapították, hogy az olefinekben a kettős kötések a molekula szerkezet vége felé vándorolnak az egyenes láncú molekulák esetében, és a tercier szénatomok felé az el- ágazó szerkezetek esetén. Katalitikus krakkolásnál a terminális kettős kötések internálissá alakulnak (1.9-1.10) [39].
(1.9)
22 (1.10)
A krakkoló reakciókban kialakuló elsődleges és másodlagos instabil molekulatöre- dékek számos úton stabilizálódhatnak: pl. az instabil molekulatöredékek rekombináció- jával (1.11) és diszproporcionálódásával (1.12). A rekombináció következtében a mole- kulatömeg és a termékekben lévő elágazások száma jelentősen növekedhet. A ciklizáció, aromatizáció vagy polikondenzáció a lánczárás egyéb útjai (1.13). Alapvetően cikloalkének, alkének, egy- és többgyűrűs aromások vagy koksz képződik ezekben a re- akciókban. A lánczáró reakciókat főként a polimerek tulajdonságai és a hőmérséklet ha- tározzák meg [39].
(1.11)
(1.12)
(1.13)
1.5.3. A műveleti paraméterek hatása
A műveleti paramétereknek nagy szerepe van a termékhozam optimálásában és ösz- szetételének befolyásolásában. A műanyagok pirolízisekor a kulcsparaméterek befolyá- solhatják a végtermék megoszlását, vagyis a cseppfolyós olaj, gáz és koksz mennyiségét.
Fontos paraméterek a hőmérséklet, a reaktor típusa, a nyomás, a tartózkodási idő, a kata- lizátor, a katalizátor/alapanyag arány, a fluidizáló gáz típusa és áramlási sebessége. A kívánt termékszerkezet a paraméterek szabályozásával, megfelelő beállításával érhető el.
A reaktor típusától függ a műanyag és a katalizátor keveredésének mértéke, a tartóz- kodási idő, a hő- és anyagátadás, illetve a reakció hatékonysága, melyekkel a kívánt ter- méket elérhetjük. A műanyag pirolízis szakaszos, folyamatos, vagy félfolyamatos reak- torokban is lejátszódhat. Leggyakrabban fluid ágyas reaktorokat, fix ágyas reaktorokat és csőreaktorokat alkalmaznak. A hőközlés alternatív módja lehet a plazma pirolízis [42,43]
és a mikrohullámú pirolízis [44,45]. A 2. táblázat a műanyagok pirolízisekor alkalmazott különböző reaktor típusok alkalmazhatóságát foglalja össze.
23 2. táblázat
Különböző reaktorok alkalmazhatósága műanyaghulladék pirolízisére [46,47]
Reaktor
típusa Kapacitás Előnyök Hátrányok
S z a k a s z o s
Fix ágyas [48-55]
Kicsi, nem ha- ladja meg a néhány t/nap-ot
Nem igényel alapanyag előkezelést, kivéve az energiatakarékosság érdekében Alacsony karbantartási igény, de szaka- szonként munkát igényel
Kiváló flexibilitás
Egyszerű tervezés és konstrukció Alacsony beruházási költség
Nehéz méretnövelés Kis fajlagos kapacitás
Rossz érintkeztetés a katalizátorral Nehezen szabályozható műveleti para- méterek
Rossz gáz-szilárd érintkeztetés Széles termékösszetétel Lassú fűtési sebesség Forgó
kemen- cés [56,57]
Nagy, akár 150.000 t/év
Nem igényel szigorú alapanyag előkezelést Alacsony/közepes karbantartási igény Jó flexibilitás
Jól szabályozható tartózkodási idő a szilárd részecskékre
Alacsony fűtési hatékonyság Nagy karbantartási költség Mozgó alkatrészek jelenléte
F o l y a m a t o s
Fluid ágyas [58-79]
Elméleti- leg nagy
Gyors fűtési sebesség Izotermikusság Könnyű méretnövelés Jó keveredés
Szűk termékösszetétel
Lehetséges a katalizátor cirkuláltatása
Nagyon szigorú alapanyag előkezelést igényel
Magas karbantartási igény
A flexibilitás nagyon korlátozott alap- anyag méretre, hőmérsékletre jó Fluidizációs problémák Ágy anyagának kopása
Korlátozott az ágy részecske mérete Magas beruházási költség
Cső-re- aktor [80-82]
Közepes, 50.000 t/év
Jól szabályozható tartózkodási idő a szilárd részecskékre
Könnyű méretnövelés
Egyszerű tervezés és konstrukció Hatékony érintkeztetés a katalizátorral Jó keveredés
Részecskeméret nem korlátozott
Szigorú alapanyag előkezelést igényel Közepes/magas karbantartási igény A flexibilitás korlátozott alapanyag méretre és hőmérsékletre
Alacsony fűtési hatékonyság
A folyamatos üzemű reaktoroknak alacsonyabb az üzemeltetési költsége és egyenle- tesebb termékminőséget eredményeznek a szakaszos és a félszakaszos folyamatokhoz ké- pest. Az egylépcsős szakaszos reaktorok [47,83] legfőbb előnye, hogy egyszerű kialakí- tással, kedvező műveleti paraméterekkel, könnyű irányíthatósággal rendelkeznek és az alapanyag bizonyos esetekben szinte teljes mértékben elbontható.
A hőmérséklet az egyik legjelentősebb műveleti paraméter. A műanyagok degradá- ciója során lejátszódó folyamatokat és a keletkezett termékek összetételét leginkább a hőmérséklettel lehet befolyásolni, melynek hatása a makromolekulák C-C kötéseinek ter- mikus stabilitásától is függ. Az értékesebb illékony termékek (gáz és folyadék) hozama növekszik a hőmérséklet növelésével [84,85], ugyanakkor a C-H kötések nagyobb mér- tékű felbomlása miatt jelentősen nő a nehezebb termékek C/H aránya és a koksz hozama is. Nagyobb hőmérsékleten a polimerlánc könnyebben hasad, így a keletkező elsődleges gyökök reagálnak a már korábban keletkezett telített alifás szénhidrogénekkel és Diels-
24 Alder reakciókkal aromások képződhetnek, ahol a poliének az aromások prekurzorai le- hetnek (1.14).
(1.14)
A nyomás hatásának vizsgálatával viszonylag kevesen foglalkoztak, és csak kevés utalás van arra vonatkozólag, hogy e paramétertől miképp függnek a termékek tulajdon- ságai. Ennek egyik oka az, hogy a kísérleteket túlnyomórészt atmoszférikus nyomáson végzik. A légkörinél nagyobb nyomáson [86] főként a hidrogén atmoszférában lejátszódó degradációt vizsgálták, ekkor ugyanis a mólszám csökkenéssel járó hidrogénezési reak- cióknak kedvez a nyomás növelése (1.15).
(1.15)
A tartózkodási idő is befolyásolhatja a termékösszetételt [64]. Hosszabb tartózkodási idő esetén az alapanyag nagyobb mértékben alakul át kisebb molekulatömegű szénhidro- génekké és nem kondenzálódó gázokká [87]. A folyamatban van egy hőmérsékleti korlát, ami azt jelenti, hogy a tartózkodási idő adott határig befolyásolhatja a termékeloszlást, de a korláton túl már nincs jelentős hatása a termékösszetételre. Szakaszos krakkolásoknál a reakcióidő leginkább a termékek hozamára van hatással, s csak kismértékben befolyásolja azok összetételét. Ugyanakkora konverzió eléréséhez szükséges krakkolási idő a hőmér- séklet növelésével csökkenthető [88,89].
A degradációt általában inert (N2, Ar, He) atmoszférában végzik. Ennek oka az, hogy a krakkolás során igyekeznek elkerülni azokat a folyamatokat, melyek kedvezőtlen ter- mékstruktúra kialakulásához vezetnek. Másrészről pedig a krakkolás során keletkezett termékek tűzveszélyessége is indokolja a levegő és az oxigén kizárását. A termékek ole- fintartalma jelentősen csökkenthető a főleg folyamatos eljárásokra jellemző hidrogénat- moszféra alkalmazásával (1.15).
1.5.4. Katalizátorok
A hulladék polimerek degradációja során alkalmazott katalizátoroknak alapvetően két feladata van: az endoterm reakciók hőmérsékletének csökkentése és a termékszerke- zet befolyásolása. A katalizátorok nagy pórusfelülete és porozitása fontos szerepet játszik
CH2 CH2 CH2 CH2 CH2 CH2 CH2 CH2 CH2 CH2 CH2 CH2
p.
R
CH2 CH2 CH2 CH2 CH2 CH2 CH2 CH2 CH2 CH2 p.
. R Rp
CH2 CH2 CH2 CH2 CH2 CH2 CH2 CH2 CH2 CH CH2 CH2 CH2 CH3 .p
R
CH2 CH2 CH CH2 CH2 CH2 CH3
CH2 CH2 CH CH2 CH2 CH2 CH3
s.
R
.s R
.p
R
CH2 CH2 CH CH2 CH2 CH2 CH3 .p
R
CH3 CH2 CH2 CH2 CH2 CH2 CH2 CH3 CH2 CH2 CH3 CH2 CH CH2
.
Rp Rs.
CH2 CH2 .p
R
CH2 CH2
R R
R R R
R R R
~ ~ ~ + ~
Iniciálás:
Terjedés:
P 2
~
k1
k2
~ +
intramolekuláris hidrogén szállítás
~
k3
~
~
~ +
k4
k4,
alkén/diének
~ +
P
intermolekuláris hidrogén szállítás
( )
n + ~ ~
k5
( )
n + ~ ~
alkán
Lánczárás:
~ + ~
2
k6
~ ~
P
2 R + R
(1)
(2)
(3)
(4)
(4')
(5)
(6)
(7) Diels-Alder reakció:
bomlás
k7