Kemény edzett anyagok megmunkálása
Szerzı: Dr. Kundrák János
Lektor: Prof. Dr. Horváth Mátyás
Tartalomjegyzék
Bevezetés ... 3
1. Keménymegmunkálások... 3
2. Megmunkálás keményesztergálással ... 5
2.1. Keményesztergálás szerszámai ... 5
2.2. A forgácsleválasztási folyamat jellemzıi... 7
2.2.1. Keményesztergálás során kialakuló forgácsképzıdési mechanizmus leírása... 7
2.2.2. A forgácsolási folyamat jellemzıi közötti kölcsönhatások... 11
2.2.3. A megmunkált felület minısége ... 11
3. Keménymegmunkálások összehasonlítása ... 13
3.1. Az összehasonlítás szempontjai ... 13
3.2. Keményesztergálás és a köszörülés összehasonlítása ... 14
3.2.1. Az alkatrészek pontossága és a megmunkált felületek érdessége... 14
3.2.2. Gazdaságosság ... 16
3.2.3. Rugalmasság ... 16
3.2.4. Környezetvédelem ... 16
3.3. Az eljárások kombinálása... 17
3.3.1. A keményesztergálás és a köszörülés együttes alkalmazása ... 17
3.3.2. A kombinált eljárás lehetısége és szükségessége... 18
3.4. Furatmegmunkálás az esztergálás és a köszörülés kombinálásával ... 20
3.5. A kísérletek eredményei ... 21
4. Következtetés... 22
Irodalom ... 23
Bevezetés
Kemény, edzett anyagok megmunkálási eljárásait a szakirodalom keménymegmunkálásoknak nevezi. A precíziós vagy ultraprecíziós megmunkálások között, döntıen a befejezı mőveletekben a keménymegmunkálások kiemelt jelentıségőek, mivel a megmunkált felületekkel szemben nagyobbak a funkcionális követelmények. Ezzel párhuzamosan az alkatrészek keményfelületeinek száma és/vagy keménysége is növekedett, mert ezáltal is növelhetı volt azok tartóssága, s ezen keresztül a termékek megbízhatósága. Ennek következtében a befejezı megmunkálás is több ráfordítással jár. A mőveletek csökkentéséhez és/ vagy a gazdaságos megmunkálásához viszont a befejezı megmunkálások technológiáját és technikáját is fejleszteni szükséges.
Az edzett és a betétben edzett acélok mechanikai tulajdonságait széles tartományban lehet szabályozni és következésképpen befolyásolni a forgácsoló eljárást. Az ötvözıktıl és a hıkezeléstıl függıen az edzett vastartalmú anyagok keménységét 50 és 70 HRC között lehet változtatni. A vastartalmú munkadarab anyagok relatíve nagy keménységét martenzites átalakulással, ill.
karbidkiválással lehet elérni.
A gyártási láncolatban az edzési folyamatot általában olyan befejezı mővelet követi, mely az alkatrész végleges geometriáját adja és biztosítja az alkatrészek mőködését meghatározó minıség kialakítását [1], [2]. Sok gépipari termék igényel ilyen alkatrészeket, melyek kopásállóak és nagyobb az élettartamuk.
A döntıen keményfelületekkel rendelkezı alkatrészek precíziós befejezı megmunkálására ma már többféle eljárás alkalmazására van lehetıség. Napjainkra már rendelkezünk azokkal a technológiákkal, forgácsolószerszámokkal, és forgácsoló gépekkel, amelyekkel a keményfelülető alkatrészek határozott élő szerszámokkal is gyárthatóak.
A tananyag célja: hogy bemutassa a keménymegmunkálásokat, részletesen elemezze a keményesztergálás szerszámait, a forgácsleválasztási folyamat jellemzıit és a megmunkált felület minıségét és pontosságát, ismertesse a megmunkálási eljárásokat, tárja fel az esztergálás és a köszörülés egymáshoz viszonyított elınyeit és hátrányait, valamint az eljárások kombinálását, amikor a két eljárást egy szerszámgépen egy befogásban végezzük.
1. Keménymegmunkálások
Az edzett felületeket korábban abrazív eljárásokkal, elsısorban köszörüléssel munkálták meg. A köszörülés régóta használt, elméletében és technikájában jól kidolgozott és megvalósított, széles körben elterjedt és gyakran alkalmazott megmunkáló eljárás.
Az utóbbi évtizedekben a befejezı mőveletek közül a keményesztergálás azért állt az érdeklıdés középpontjában, mert új lehetıségeket teremtett a sokáig egyeduralkodó abrazív (elsısorban köszörülı) megmunkálások mellett a keményfelületek megmunkálásában.
Az elmúlt két-három évtizedben a forgácsoló megmunkálások kiemelkedı kutatási iránya volt az edzett acélok forgácsolhatóságának vizsgálata. Kezdetben a határozott élő, egyélő szerszámokkal végzett forgácsolás elméleti és technikai-technológiai lehetıségeit vizsgálták. Ekkor az alkatrészekre vonatkozó követelmények még többnyire extrémnek minısülı feltételek mellett voltak elérhetıek. Az intenzív kutató és fejlesztı munka eredményeként ezek a feltételek a precíziós megmunkálásokban ma már megszokottá váltak, a megmunkálások pontosságának, az alkatrészek minıségének javítása még olyan anyagok esetében is eredményeket hozott, amelyek korábban a nehezen megmunkálható anyagok közé voltak sorolva.
Az edzett felületek, szuperkemény szerszámanyaggal végzett széleskörő ipari megmunkálásának a legfıbb akadálya kezdetben annak magas ára volt. A hagyományos szerszámokhoz viszonyított ára idıvel kedvezıbbé vált, ami három tényezıre vezethetı vissza: a szerszámok konstrukciójának és alkalmazástechnikájának változására; a technológiai hatékonyság kedvezı alakulására; a száraz- megmunkálás, mint környezetbarát megmunkálás jelentıségének növekedésére. A köbös bórnitrid (CBN) szerszámok hozzáférhetıségének javulása ezt a megmunkálást (keményforgácsolás) iparilag jelentıs eljárássá tette.
A keményesztergálási mőveletek az abrazív eljárásokhoz viszonyítva nagyobb anyagleválasztási sebességet eredményeznek, és nagyobb rugalmasságot nyújtanak. A kutatások napjainkra bizonyították, hogy vitathatatlan mőszaki, gazdasági, és környezetvédelmi elınyei vannak számos alkatrész befejezı megmunkálásában. Ezért gyorsan elterjedt a köszörülés alternatív mőveleteként is, így aránya az anyagszétválasztó megmunkálásokban (mőveletekben) növekszik.
Keménymegmunkálási eljárásokkal jellemzıen 42÷65 HRC keménységő anyagokat munkálnak meg. (1. ábra).
karbid kiválásos keménység martenzites keménység
50 55 60 65 70
kéreg/szürke öntvény gyorsacél szerszámacél csapágyacél betétedzett acél
HRc
Tipikus keménységek és keménység típusok
1. ábra Keménymegmunkálásra ajánlható anyagkeménységek [37]
Az ilyen keménységő felületekkel rendelkezı alkatrészek száma folyamatosan növekszik. Ennek oka a megnövekedett mőszaki igények (szigorúbb tőrések, pontosabb méretek, jobb felületminıség), a megnövekedett tartóssági igények (kopásállóság, nagyobb szilárdság), és a költségcsökkentés (pl. edzés kovácsolási hıvel, kisebb sorja). De megfigyelhetı, hogy egyre gyakrabban edzenek felületeket a hıkezelési technológiai folyamat egyszerősítéséhez is (pl.
fogaskerékgyártás).
2. Megmunkálás keményesztergálással
A keménymegmunkáló eljárások között az utóbbi évtizedekben a keményesztergálás megjelenése, fejlıdése majd más eljárásokkal való kombinálása meghatározóvá vált.
2.1. Keményesztergálás szerszámai
A határozott élő szerszámok fejlesztését az alábbi fı irányok jellemezték:
• a hagyományos szerszámanyagok minıségének javítása (összetételük és a gyártástechnológia változtatásával);
• élgeometria finomítása (pl. forgácstörı hornyok);
• váltóélő, lapkás szerszámok;
• a szerszámok forgácsoló élein különleges bevonatok létrehozása;
• új szerszámanyagok - közöttük a szuperkemény szerszámanyagok létrehozása, majd azt követıen az elıbbiekben leírtak szerinti továbbfejlesztése.
Az összetétel megváltoztatása és a bevonatok alkalmazása a forgácsolósebesség és az éltartam növelését eredményezte, és kiszélesítette a szerszámok alkalmazási területét, de a precíziós és az ultrapecíziós megmunkálás követelményeinek meghatározóan a szuperkemény szerszámok felelnek meg. Ipari méretekben 20. század utolsó negyedében terjedtek el. A gyémánt és bórnitrid alapúak közül a bórnitrid szilárd változatainak többkristályos formái (pl. polikristályos, köbös bórnitrid:
PCBN) a nagyszilárdságú, erısen ötvözött acélok és öntöttvasak megmunkálásának szerszámanyagai és a polikristályok alkalmazásával a határozott élő szerszámokkal célszerően megmunkálható anyagok köre jelentısen bıvíthetı.
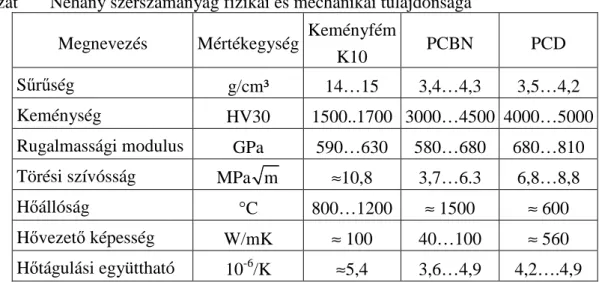
A PCBN kristályszerkezete biztosítja az edzett anyagok forgácsolásához szükséges fizikai mechanika tulajdonságait (1. táblázat), a szerszám nagy keménységét, hıállóságát és kémiai stabilitását.
1. táblázat Néhány szerszámanyag fizikai és mechanikai tulajdonsága Megnevezés Mértékegység Keményfém
K10 PCBN PCD
Sőrőség g/cm³ 14…15 3,4…4,3 3,5…4,2
Keménység HV30 1500..1700 3000…4500 4000…5000
Rugalmassági modulus GPa 590…630 580…680 680…810
Törési szívósság MPa m ≈10,8 3,7…6.3 6,8…8,8
Hıállóság °C 800…1200 ≈ 1500 ≈ 600
Hıvezetı képesség W/mK ≈ 100 40…100 ≈ 560
Hıtágulási együttható 10-6/K ≈5,4 3,6…4,9 4,2….4,9
A vas-alapú anyagok megmunkálására való alkalmazásnak széles a skálája, ahol PCBN szerszámokat alkalmaznak, és igen eltérı igényeket támaszt a forgácsolószerszámmal szemben. A 2. ábra összefoglalja a különbözı alkalmazási területeken belül használt szerszámanyag jellemzıket a CBN tartalom, a szemcseméret és a kötıanyag szempontjából. Ezekre a trendekre vonatkozóan vannak kivételek és fontos megjegyezni, hogy az egyedi PCBN minıségek teljesítıképességét az anyagok gyártóinak szabványosítási eredményei nagyban befolyásolják. Fontos megjegyezni, hogy a gyártók a lapkákat bevonattal vagy a nélkül gyártják, és igyekeznek a szükséges élgeometriai igényeknek megfelelni.
Szemcseméret µm
<1 10
Kötıanyag
Al-kerámia Ti-kerámia Egyéb
CBN
%
40 90 Alkalmazási
terület és ISO513 osztályozás
Szürkeöntvény Hi-Cr vas Szuperötvözet
Szinterizált szerszámacél
Szinterizált edzett acél Megmunkálás edzett acél
1) növekvı sebesség és/vagy szerszámanyag kopási ellenállás 2) növekvı forgács keresztmetszet és/vagy szerszámanyag
szívósság
2. ábra PCBN szerszámok alkalmazása összetételük szerint [36]
A váltóélő forgácsolólapkák geometriai kialakítását ISO jelölési rendszer rögzíti. Ettıl kis mértékben tér el a gyártói jelölés, amely plusz karakterekkel jellemzi az adott lapkát. Az ISO és néhány gyártó jelöléséit (betőkódjait) a 2. táblázat foglalja össze.
2. táblázat A gyártók váltólapka specifikációinak összehasonlítása az ISO kóddal
Karakter ISO Sandvik Mitsubishi Sumitomo
1 Lapka alak Lapka alak Tartó doboz Lapka alak
2 Hátszög Hátszög Forgácstörı Hátszög
3 Tőrés osztály Tőrés osztály Lapka alak Tőrés osztály
4 Kivitel Kivitel Hátszög Kivitel
5 Élhossz Élhossz Tőrés osztály Élhossz
6 Vastagság Vastagság Kivitel Vastagság
7 Csúcs kialakítás Csúcs kialakítás Élhossz Csúcs kialakítás 8 Él kialakítás Él kialakítás Vastagság Él kialakítás 9 Elıtolás iránya Fazetta szélesség Csúcs rádiusz Elıtolás iránya
10 Fazetta szög Alkalmazás Forgácstörı
11 Elıtolás iránya Fazetta típusa
12 Élanyag jelölés Wiper geometria
13 Wiper geometria Élek száma
2.2. A forgácsleválasztási folyamat jellemzıi
A szuperkemény szerszámok fizikai-mechanikai tulajdonságai (nagy keménység, jó hıvezetı képesség, nagy kopás- és hıállóság) és a polikristályos jelleg meghatározott sajátosságokat kölcsönöznek a forgácsolás folyamatának.
A polikristályos szerkezet miatt a forgácsoló él kopása során képes bizonyos szintő megújulásra, mivel a hátfelület mélyebb rétegeibıl új kristályok lépnek be a forgácsolásba. Alacsony a súrlódási tényezı értéke. és kenés nélkül kedvezıbb, mint hőtı-kenı folyadék alkalmazásakor. A forgácsolást kis forgácsdeformáció, és nagy forgácsolási hımérséklet jellemzi. A szerszám hıállósága nagy (1270...1420 K). Viszonylag szők az a forgácsolási sebesség tartomány, ahol adott forgácsolási adatoknál az éltartam ill. a forgácsolt hossz a maximumát eléri. Ez a tartomány, ill. a maximumok értéke függ a munkadarab sebességtıl és hıvezetı képességétıl.
2.2.1. Keményesztergálás során kialakuló forgácsképzıdési mechanizmus leírása
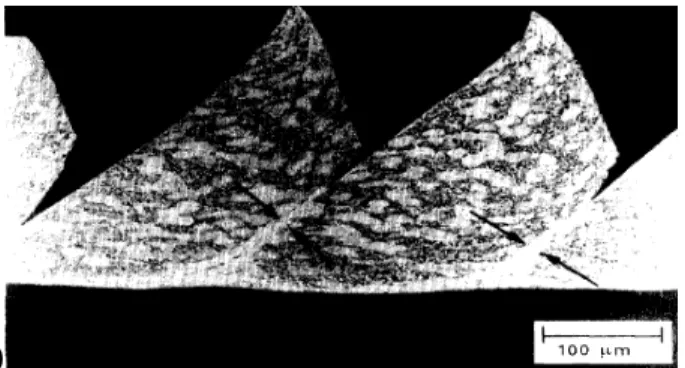
Keményesztergálásnál a sajátos forgácsképzıdési mechanizmusok rövid idejő metallurgiai folyamatokat gerjesztenek. A leválasztott forgács jellegzetesen „főrészfog” alakú (3. ábra). A negatív szerszám homlokszög nagy nyomó feszültséget okoz mind a szerszám anyagban, mind a megmunkált anyagban.
0
3. ábra Keményesztergálással leválasztható jellegzetes főrészfog alakú forgács
Ennek következtében a megmunkált anyag a forgácsképzıdés során részben törik, részben képlékennyé válik és forgáccsá alakul, amely a forgács-tırıl szegmentált forgácsként törik le. Az anyag ridegsége miatt, a nagy nyomó feszültség hatásának köszönhetıen kezdetben a forgács nem megfolyik, hanem megreped. Ez a repedés felszabadítja a tárolt energiát, ezáltal csúszó felületként mőködik az anyag-szegmens számára, lehetıvé téve, hogy a szegmens kilökıdjön a szétváló felület között. Egyidejőleg a képlékeny alakváltozás és a munkadarab felmelegedése megjelenik a szerszámélnél. Amint a forgácsszegmens megcsúszott, az új forgácsoló nyomás új repedés és új forgács szegmens kialakulásához vezet. A forgácsanyag egy kis darabja képlékenységéhez szükséges hımérsékletnövekedést az a hı adja, mely a forgácsoló folyamat során keletkezik. Az egyes forgács szegmensek a képlékenyen átalakult és magas hıfokra hevült anyag piciny része által kapcsolódnak egymáshoz, összehegednek. Így egy ”folytonos forgács” jön létre. Legtöbb esetben a forgács alsó oldala újrakeményedéséhez szükséges hıt csak a felsı oldali súrlódás adja. A forgácsképzıdés periodikusan növekvı erıket hoz létre.
A jellemzı forgácsalakulási folyamat befolyásolja a megmunkált felület maradó feszültségi állapotát. A forgácsképzıdés mechanizmus alapelve a 4. ábrán látható [9]. Kövessük ennek segítségével végig a folyamatot!
4. ábra A forgácsképzıdés egy feltételezett mechanizmusa keményesztergáláskor [9]
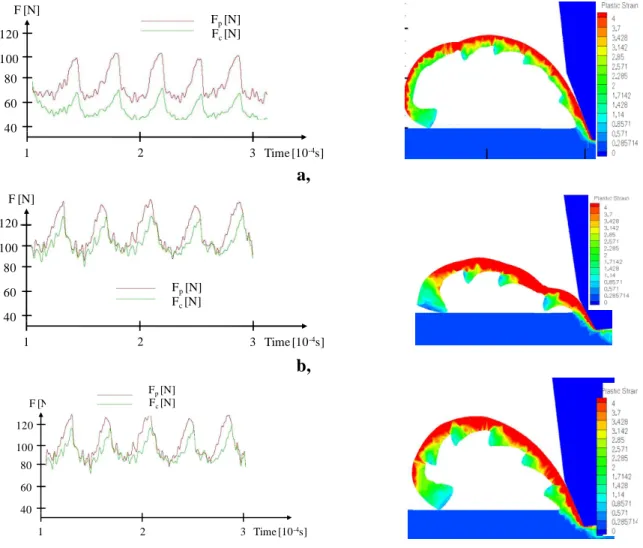
A forgácsképzıdés periodikusan növekvı erıket hoz létre. Ezek nyomó maradó feszültségi állapotot indukálnak a munkadarab felületi zónájában [9]. Amíg a szerszám a B’ pontból A-ba jut, a BD szakaszon a forgácsolási zónában rövid ideig termikus lágyulás megy végbe, majd ez a szakasz is visszanyeri eredeti szilárdságát és BE szakasz mentén a szerszám homlokfelület irányában összeheged. A fogalak kitüremkedésének mértéke függ a Ψ értékétıl [9] is. Mivel a Ψ periodikusan változik, így az 4. ábra jelölése alapján Ψ<Ψ’ esetén C pont a DD’ szakaszon foglal helyet, míg Ψ>Ψ’ esetén a BD szakaszon marad. Amint a forgácsszegmens megcsúszott, az új forgácsoló nyomás új repedés és forgács szegmens kialakulásához vezet. A forgácstıben végbemenı képlékeny alakváltozási folyamatokat jól mutatja a Third Wawe AdvantEdgeTM 5.3. végeselemes (VEM) programcsomaggal készített futtatási eredmény (5. ábra). A VEM-szimulációval szemléletessé tehetı a forgácsképzıdési mechanizmus folyamata és függése a technológiai paraméterek változásától. Az 5. ábrán a fordulatonkénti elıtolás (a és b) és a fogásmélység (b és c) függvényében mutatja be a forgácsalak változását.
Fp[N]
Fc[N]
Time [10-4s]
F [N]
1 2 3
40 60 80 100 120
a,
Time [10-4s]
1 2 3
40 60 80 100 120
Fp[N]
Fc[N]
F [N]
b,
Time [10-4s]
F [N]
1 2 3
40 60 80 100 120
Fp[N]
Fc[N]
c,
5. ábra A képlékeny alakváltozás mértéke, a forgácsképzıdés és a forgácsolóerı komponensek változása vc=120 m/min esetén az elıtolás változásának (a, b), ill. a fogás változásának (b, c)
függvényében
(a, ap=0,10 mm, f= 0,05mm/ford.; b, ap=0,10 mm, f=0,1 mm/ford., c, ap=0,2 mm, f=0,1 mm/ford.)
A kis fogásmélység és a nagy forgácsolósebességek miatt köszörülésnél eltérı forgácsképzıdési mechanizmus jelentkezik, melyet a forgácsolás, anyagfolyás,, barázdálás és karcolás kifejezésekkel jellemezhetünk [13], [14], [15]. A keményesztergálásnál és köszörülésnél a domináns forgácsképzıdési mechanizmustól függıen, a sajátos megmunkálási feltételek miatt különbözı hı- és mechanikai terhelések keletkeznek (6. ábra).
Számos vizsgálat megmutatta, hogy megközelítıleg a teljes mechanikai energia hıvé alakul át, ami a fajlagos teljesítményt 100 W/mm2-ig emeli, ami a lézeres edzési eljárásokhoz hasonlítható. Továbbá a forgácsolási folyamatokban a hıhatás jelentısen rövidebb ideig jelentkezik, mint egy másodperc (egységnyi anyagtérfogatra vonatkozóan), így a rövid ideig tartó metallurgiai folyamatok fellépésére vonatkozó követelmények acél megmunkálásakor teljesülnek [10], [16], [17].
Pc= Fc·vc Pc= Ft·vc kötıanyag
szemcse munkadarab
szerszám
6. ábra Energiaátalakulás esztergálásnál és köszörülésnél [10] (Fc és Fn a forgácsolóerık) Egy acél anyagú munkadarab felületén végzendı megmunkáló eljárás különbözı típusainak termomechanikai hatásainak összehasonlítását segíti a 3. táblázat.
3. táblázat Energia disszipáció (energiaszóródás, energiaelnyelés) becslése köszörülésnél és esztergálásnál Folyamatjellemzık [12]
Paraméterek Köszörülés Keményforgácsolás
Technológiai paraméterek vc=35 m/s, ap=2.5 mm, ℓg=0.6 mm
vc=150 m/min,
ℓc=0.8 mm, VB=0.2 mm
Forgácsolóerı Ft=70 N Fc=300 N
Forgácsolási teljesítmény Pc=Ft·vc=2450 W Pc=Fc·vc=750 W
Fajlagos teljesítmény Pc′′=P ac p⋅ℓg =1633 W/mm2 Pc′′ =P VBc ⋅ℓc=4687 W/mm2
Hıhányad tényezı R=0.35 R=0.15
Fajlagos hımennyiség q′′w = ⋅R Pc′′=572 W/mm2 q′′w = ⋅R Pc′′=703 W/mm2 Érintkezési idı tc=ℓg/vft=28 ms tc=VB/vc=0,08 ms Fajlagos mozgási energia e′′c=q′′w⋅tc=16,007 J/ mm2 ec′′=q′′w⋅tc=0,056 J/ mm2
2.2.2. A forgácsolási folyamat jellemzıi közötti kölcsönhatások
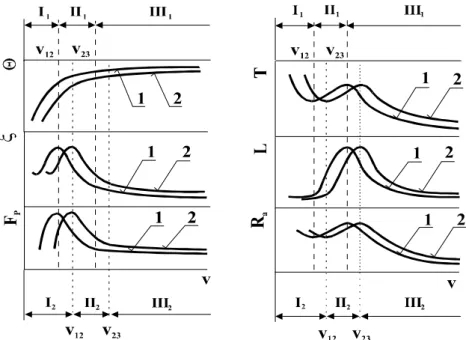
A forgácsolási folyamat alapvetı jellemzıi közötti kölcsönhatásokat leíró valamennyi függvény általános törvényszerőséget mutat. A forgácsolósebesség értékétıl függıen három jellemzı sebesség-tartomány figyelhetı meg. Valamennyi a forgácsleválasztást leíró jellemzı a tartomány határait meghatározó forgácsolósebességnél szélsıértékkel rendelkezik. A sebességtartományok határai a technológiai adatok függvényében változnak (7. ábra). Az optimális forgácsolási hımérséklet állandósága szuperkemény szerszámokkal végzett forgácsoláskor is érvényes, vagyis az optimális forgácsolósebességhez az elıtolás és a fogásmélység különbözı kombinációinál a forgácsolási zóna állandó hımérséklete tartozik.
7. ábra A forgácsolási folyamat alapvetı jellemzıi közötti kölcsönhatások
(Θ – forgácsolási hımérséklet; ξ – forgácsalakváltozási tényezı; Fp – mélyítı irányú erı;
T – szerszám éltartam; L –forgácsolt úthossz; Ra – átlagos érdesség) 2.2.3. A megmunkált felület minısége
Keményesztergálásnál mind a felület mikroprofiljának magassági pontjai, mind azok egymástól való távolsága közel állandó. A forgácsolt felületen periodikusan, szabályosan ismétlıdı érdességi profil jön létre, kis érdességi értékek mellett (8. ábra). A keményesztergált felület nagyobb hordozófelülettel rendelkezik, mint a köszörült felület, így ez súrlódás és kopásállóság szempontjából sok esetben elınyösebb tulajdonságokat képvisel.
A felületi réteg vizsgálatai a felület alatti keménység növekedését és nyomó maradó feszültségek kialakulását mutatták.
A hagyományos hıkezeléshez viszonyítva a forgácsolási folyamat nagyon rövid ideig ható hıterhelést generál. Ha a hımérséklet túllépi az ausztenitképzıdési hımérsékletet, akkor az anyag szövetszerkezetében jelentıs változások figyelhetık meg. Ezek a szerkezeti változások fıképp a
hevítési és hőtési aránytól, továbbá az érintkezı felületek maximális hımérsékletétıl függenek.
[16], [22], [23], [24], [25].
barázda barázda
Keményesztergált felület érdességi mérıszámai
Köszörült felület érdességi mérıszámai
8. ábra Köszörült és keményesztergált felület profilja a DIN EN ISO 13565 szerint [34], [35]
A munkadarab felületének fizikai minıségi jellemzıi ezen gyártási folyamat során alkalmazott hı- és mechanikai terhelésektıl függenek (9. ábra). Keményesztergálásnál a maximális húzófeszültség közvetlenül a felületen keletkezik. Összehasonlítva a köszörüléssel, keményesztergálásnál a szerkezeti változások mértéke (fehérréteg és kilágyult övezetek) kisebb és a kisebb jelentıségük felületi réteg viselkedését illetıen is. Köszörülésnél a felület alatt tapasztalható maximális húzófeszültség a felület alatti réteg mélyebb régióiban helyezkedik el [57], [58]. A szerkezeti változások legtöbbször kilágyulási övezeteket eredményeznek a felszín közelében. A hıterhelés további növelése esetén a fehérréteg kiemelkedik [12], [19], [29], [30], [31], [32].
Köszörülés Keményesztergálás
Munkadarab szövetszerkezeti változás nélkül Munkadarab szövetszerkezeti változás nélkül
Munkadarab szövetszerkezeti változással Munkadarab szövetszerkezeti változással
z: felülettıl mért távolság σ: maradó feszültség lágy
réteg fehér-
réteg fehér-
réteg lágy réteg alap-
szövet
alap- szövet
9. ábra Felületi integritás köszörülés és keményesztergálás után [19], [29], [32]
Általában a keményesztergálási és beszúró köszörülési eljárások nem hasonlíthatók össze közvetlenül. Beszúró köszörülésnél a forgácsolási zóna nyilvánvalóan nagyobb és helyzete nem változik a teljes folyamat során. Keményesztergálásnál ez a zóna jóval kisebb kiterjedéső és a munkadarabon végig fut. A hıhatás ideje a felületi rétegben is jóval kisebb. Továbbá keményesztergálásnál a hı nagyobb része a forgácsképzıdés területén keletkezik a forgácsolóél elıtt. A keletkezı hı legnagyobb részét a forgács vezeti el. Köszörülésnél a hı a korong alatt keletkezik. A hınek csak egy részét nyeli el a forgács, egy része pedig a felületi rétegbe távozik.
Ezeket a folyamatbeli különbségeket mindig figyelembe kell venni, amikor az eredményeket összehasonlítjuk.
Keményesztergálásnál a szerszámgeometria, a forgácsolási adatok és a hátkopás hatását mutatja a felületi rétegre a 10. ábra.
−
γ
f/ rɛ fogásmélység hátkopás Maradó feszültséghúzó nyomó zónamélység Szövetszerkezet sötét réteg fehér réteg
/
10. A szerszámgeometria, a forgácsolási adatok és a hátkopás hatása a felületi rétegre
3. Keménymegmunkálások összehasonlítása
Mindkét eljárásnak – a köszörülésnek és a határozott élgeometriájú szerszámmal végzett forgácsleválasztásnak is – megvannak az elınyei és a hátrányai. Az összehasonlítást és a hatékonyság elemzését a munkadarab funkcionalitásának értékelésével és a gazdaságosság vizsgálatával kell elvégezni. A két eljárás összehasonlításának megtervezése nem egyszerő az eljárások anyagleválasztását jellemzı különbségek, valamint az elıírt minıség és a munkadarabok geometria változékonysága miatt.
3.1. Az összehasonlítás szempontjai
A keményesztergálás megjelenése azt a kérdést vetette fel, hogy az edzett felületekre elıírt és eddig köszörüléssel biztosított, minıségi követelmények teljesíthetık-e keményesztergálással, mint
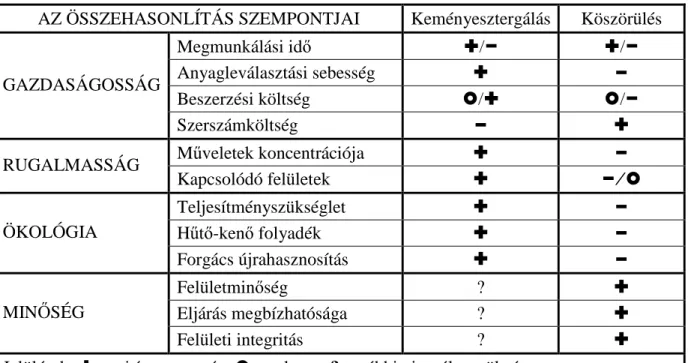
alternatív eljárással. Egy elfogadott [3], [4] és körültekintı összehasonlítást és elemzést lehetıvé tevı rendszerezésnek (4. táblázat) megfelelıen a köszörülés adatait a felületi érdesség, a pontosság, a gazdaságosság, a megmunkálási rugalmasság, és a környezeti hatások alapján vetjük össze a keményforgácsolással.
4. táblázat Szempontok a keményesztergálás és köszörülés összehasonlításához (Koch szerint) AZ ÖSSZEHASONLÍTÁS SZEMPONTJAI Keményesztergálás Köszörülés
Megmunkálási idı /3 /3
Anyagleválasztási sebesség 3
Beszerzési költség / /3
GAZDASÁGOSSÁG
Szerszámköltség 3
Mőveletek koncentrációja 3
RUGALMASSÁG
Kapcsolódó felületek 3/
Teljesítményszükséglet 3
Hőtı-kenı folyadék 3
ÖKOLÓGIA
Forgács újrahasznosítás 3
Felületminıség ?
Eljárás megbízhatósága ?
MINİSÉG
Felületi integritás ?
Jelölések: pozitív; 3negatív; semleges; ? további vizsgálat szükséges
3.2. Keményesztergálás és a köszörülés összehasonlítása
Az összehasonlítást központi furattal rendelkezı tárcsaszerő alkatrészekre, a sebesség-váltókba kerülı fogaskerék testek megmunkálására vonatkoznak. Jellegzetes geometriai méreteik:
Szélessége/furathossz: 25÷45 mm; átmérıtartomány: d=∅35÷85; ℓ/d viszony: 0,3÷1.2;
eltávolítandó ráhagyás: 0,3 mm; sorozatnagyság: 200 db. A furatokban a megmunkálás után IT5 vagy IT6 pontosságot, és Rz=3-6 µm felületi érdességet kellett biztosítani. A vizsgált munkadarabok jellemzıi: anyag: 16MnCr5; keménység: 61-63 HRC; pontosság: IT5-IT6.
3.2.1. Az alkatrészek pontossága és a megmunkált felületek érdessége
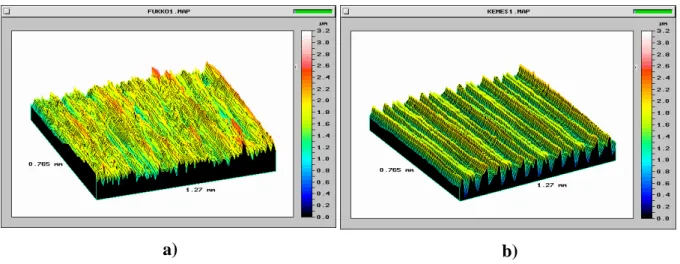
Az alkatrészek minıségi jellemzıi közül az elıirt pontossági (méret, geometria) és felület minıségi követelmények teljesítése kiemelkedı fontosságú a befejezı megmunkálásokban. A két eljárással – köszörüléssel és keményesztergálással – megmunkált felületeket összevetve látható és megállapítható, hogy hasonló érdességi értékek mellett eltérı a topográfia. Keményesztergált felület érdességi profilja szabályosan ismétlıdı. Mind a felület mikroprofiljának magassági pontjai mind azok egymástól való távolsága közel állandó, míg köszörülésnél nagyon egyenetlen (11. ábra).
a) b)
11. ábra Jellegzetes köszörült (a) és keményesztergált (b) felület
A keményesztergált felület nagyobb hordozófelülettel rendelkezik, a felszíni rétegben kialakuló nyomó feszültség a kopásállóság szempontjából elınyösebb. Az IT5 vagy IT6 méretpontosság sorozat megmunkálásánál is biztosítható. Az elıírt méret-, alak- és helyzetpontosság keményesztergálással a befogó erı kis értékei mellett biztosíthatóak [5]. Az 5. táblázatban egy
∅68 mm átmérıjő furat esetén köralakhiba, hengeresség és alkotó párhuzamosság mérési eredményeit tartalmazza köszörülés és keményesztergálás után.
5. táblázat Geometriai pontosság
Köralakúság Hengeresség Párhuzamosság Geometriai pontosság KÖSZÖRÜLÉS
KEMÉNYESZTERGÁLÁS
0 4 8 12 16 20
Körkörösség Hengeresség
Síklapúság
Párhuzamosság Geometriai pontosság (µµµµm) ∅∅68G5∅∅
Köszörült Keményesztergált
anyag: 16MnCr5;
keménység: 61-63HRC
3.2.2. Gazdaságosság
Az azonos pontosságú és minıségő felület létrehozásának gazdaságosságát elemezve, megállapítható hogy az anyagleválasztási és felületképzési sebesség keményesztergálásnál 3-4-szer nagyobb a mőveleti idıre vetítve és keményesztergálással rövidebb idı és kisebb költség mellett állíthatóak elı az alkatrészek. Ezt a következı összehasonlítások mutatják [6]: a tárcsatípusú fogaskeréktestek 200-as sorozatnagyságára, a keményesztergálás átlagos elıkészületi ideje 10 %-a, a darab ideje 40%-a, mőveleti ideje 33 %-a az azonos köszörülési idık átlagának. Az átlagos költségráfordítások: a keményesztergálás bérköltségére a köszörülésnek 22 %-a, gépköltsége 90 %- a, gyártóeszköz költsége 35 %-a, mőveleti költsége 50 %-a.
3.2.3. Rugalmasság
Az alternatív változatok közül a kisebb elıkészítési idıt igénylı eljárás, a kevesebb szerszámgép, a kevesebb szerszám, a kevesebb egyéb gyártóeszköz felhasználása a rugalmasság irányába hat A keményforgácsolás egyik fı elınye a köszörüléssel szemben: a nagy rugalmasság és a bonyolult munkadarab geometria megmunkálásának képessége egy beállításban, egy befogásban. A technológiai rugalmasság nyújtotta elınyök különösen olyan alkatrészeknél érvényesülnek, ahol sok a rövid, különbözı alakú felületek, valamint külsı és belsı felületek is megmunkálandók. A megmunkálandó felületek számának növelésével, köszörülésnél arányosan nı a szükséges gépek száma, a befogások száma, míg a változatok többségénél esztergálásnál egy gépen egy felfogásban végezhetı a megmunkálás. Köszörülésnél még a járulékos mőveletek is rontják az eljárás rugalmasságát. Ilyenek a korongszabályozás és kiegyensúlyozás, ill. a demagnetizálás. Ezek alapján megállapítható, hogy a keményesztergálás sokkal rugalmasabb eljárás, mint a köszörülés.
3.2.4. Környezetvédelem
Ökológiai szempontból azért alternatívája a köszörülési eljárásoknak a határozott élő forgácsolás, mert a PCBN szerszámmal szárazon lehet dolgozni. Környezetterhelés szempontjából jelentıs ez az elıny, mert nagy mennyiségő hőtı-kenı folyadékot igénylı mőveletet helyettesítünk száraz megmunkálással (12. ábra). A hőtı–kenı folyadék beszerzési, tárolási és kezelési költségének elmaradása gazdasági elınyökkel is jár [8].
Összegzésként megállapítható: az összehasonlító vizsgálat azt mutatta, hogy a köszörülı eljárások kiváltására a keményforgácsolás reális alternatíva. Sorozatban is biztosíthatóak a köszörüléssel elérhetı pontossági és érdességi elıírások. A keményesztergálás nagy elınye a rugalmasság, mőveletek koncentrálásának lehetısége, a nagy felületképzési és anyagleválasztási sebesség. A megadott minıségő felületek létrehozása kevesebb felfogásban, kisebb idıszükséglet mellett a drága szerszám és a drága gépek ellenére is gazdaságosabban hozhatóak létre.
Alaposabb vizsgálatok során – mely további felületekre és alakzatokra, valamint mőködési követelmények vizsgálatára is kiterjedtek – azonban kiderült, hogy a két eljárás különbözı eljárás- specifikus elınyökkel és hátrányokkal rendelkezik.
KÖRNYEZETI HATÁSOK
KÖSZÖRÜLÉS Elıgyártás
Hıkezelés
Homlokfelület köszörülés
Belsı köszörülés
Külsı köszörülés
Kondicionáló gyémánt Hőtı-kenıfolyadék Maradékkorong Forgács+iszap Használthőtı-kenıfoly. Aerosolok
Újrahasznosítás nem lehetséges
KEMÉNY- ESZTERGÁLÁS
Elıgyártás
Hıkezelés
Kemény- esztergálás
Kopottszerszámok Forgácsok
Újrahasznosítás lehetséges
12. ábra Környezeti hatások köszörülésnél és keményesztergálásnál ANIMÁCIÓ 3.3. Az eljárások kombinálása
A kombinált eljárásokban arra törekszünk, hogy az alkalmazott („kombinált”) megmunkáló eljárások elınyei közül minél többet felhasználjunk az új mőveletben.
A kombinált megmunkálás (multi-processing hard machining, hybrid machining) lényege, hogy mindkét eljárás elınyeit maximálisan kihasználjuk, a hátrányait pedig nem hagyjuk érvényesülni.
Kihasználjuk a keményesztergálás rugalmasságát és nagy anyagleválasztási sebességét, és ugyancsak a köszörülés folyamatbiztonságát és megbízható minıségbiztosító képességét.
3.3.1. A keményesztergálás és a köszörülés együttes alkalmazása
Az alternatív eljárásokból többféle technológiai változatot lehet összeállítani tárcsaszerő alkatrészek precíziós készremunkálására. A két eljárás összekapcsolásából jött létre a fogaskerekek készremunkálásának újabb változata (6.. táblázat). Egyik indíték lehet pl. a periodikus topográfia elkerülése, mert ez nem elınyös a tömítı felületeknél, a csapágyhelyeknél és a szinkronizáló kúpoknál sem.
A felület köszörült topográfiáját úgy tudjuk célszerően biztosítani, hogy a keményesztergálás nagy anyagleválasztási teljesítményét kihasználva az elsı mőveletben esztergálunk, a másodikban köszörülünk. Mondhatjuk azt is, hagyományos megmunkálási láncot alkalmazunk.
Furatok megmunkálására mutat technológiai változatokat a 6. táblázat.
Látható, hogy az elvárt topográfia és a felület kialakítása két eljárás alkalmazásával gazdaságosabb, mint köszörülésnél. De sokat veszítünk ahhoz képest, amikor csak keményesztergálással végeztük a befejezı megmunkálást. Néhány ezek közül: két gépet, két befogást kell alkalmaznunk; az összesített gépi fıidı 3,5-szeresére nıtt; az anyagleválasztási sebesség a felére csökkent; alig kevesebb hőtı-kenı folyadékot alkalmazunk, mint a teljes köszörülésnél. A gazdaságosság javítható a gépi fıidık valamilyen mértékő csökkentésével, például keményesztergálásnál wiper lapka alkalmazáskor az elıtolás növelésével. De a ráhagyás például nem csökkenthetı a két befogás szükségessége miatt.
6. táblázat Technológia változatok furatok precíziós keménymegmunkálására Megmunkáló eljárás
1. változat 2. változat 3. változat
Köszörülés Keményesztergálás Keményesztergálás +
köszörülés 1. nagyoló köszörülés
vc vw
1. nagyoló esztergálás
vc
1. nagyoló esztergálás
vc
2. simító köszörülés
vc vw
2. simítás
vc
2. simító köszörülés
vc vw
3. kiszikráztatás 3. — 3. kiszikráztatás
tgΣ=2,77 tgΣ=0,67 tgΣΣΣΣ====2,38
3.3.2. A kombinált eljárás lehetısége és szükségessége
Az alkatrészektıl elvárt és mőködési követelmények sokszor igénylik annak mérlegelését hogyan tudja a két eljárás egymást hatékonyan kiegészíteni. Vannak olyan felületek, amelyeket elég csak
esztergálni, és csak azokat kell köszörülni, amelyeknél a minıségi/funkcionális követelmények ezt megkövetelik. Fontos tudni, hogy a köszörülés megelızı mővelete mindig keményesztergálás, mert a jelentıs gazdasági és technológiai elınyök miatt a köszörülés csak a keményesztergálással kombinálva éri el teljesítıképességének optimumát.
Egy sor problémát jelenleg a kombinált megmunkálások (hibrid eljárások) megoldanak, és kiváló minıségő alkatrészek készülnek, de ez csökkentheti a termelékenységet és visszalépést jelent a hőtı-kenı folyadékok és a környezetszennyezés tekintetében.
A hibrid megmunkálásokat az jellemzi, hogy nem igényelnek külön szerszámgépet, hanem a keményesztergálással együtt ugyanazon gépen kerülnek kivitelezésre.
A kombinált eljárások lényege, hogy a munkadarab azonos befogása mellett, ugyan-azon szerszámgépen, a munkadarab ugyanazon befogása mellett elıször egy határozott élő szerszámmal végzett megmunkálás (pl. egy keményesztergálási mővelet) történik. Ezt követıen abrazív megmunkálás (pl. egy köszörülés) következik, amikor már csak egy nagyon csekély - néhány század mm – anyag-réteg leválasztása történik. Ezáltal nı a pontosság, megszőnik a periodikus topográfia, egyszóval biztosított az alkatrész kiváló minısége. A ráhagyás minél nagyobb részét tudjuk az elsı lépésben leválasztani, a keményesztergálás elınyeibıl (anyagleválasztási sebesség, költségek, felületi réteg állapota, stb.), annál kevesebbet használunk az újra megjelenı hőtı-kenı folyadékból. A köszörülés elınyei, már igen kis ráhagyás eltávolításakor megjelenik. Az egybefogás elınye alapján többféle kombinált eljárást is alkalmazhatnak.
Ezen hibrid változatok közül, ha kiválasztjuk az esztergálást és a köszörülést, akkor a két eljárás kombinálása elınyökkel járhat.
A keményesztergálás és köszörülés legfontosabb elınyeit és hátrányait a 13. ábrán mutatjuk be, az eljárások kombinált alkalmazásának jellemzıivel együtt.
KEMÉNYESZTERGÁLÁS KÖSZÖRÜLÉS
Elınyök: Elınyök:
• nagy rugalmasság
• nagy anyagleválasztási teljesítmény
• hőtı-kenı folyadék nem szükséges
•stb.
• folyamat biztonság nagy
• a munka minısége magas fokú
• felszíni réteg alig károsodik
• stb.
Hátrányok: Hátrányok:
• folyamat biztonsága kisebb
• minimális fogásmélység szükséges
• nagy passzíverı lép fel
• hıfejlıdés nagy
• stb.
• kisebb rugalmasság
• kisebb anyagleválasztási teljesítmény
• hőtı-kenı folyadék szükséges
• új befogás szükséges
• stb.
A KÉT ELJÁRÁS KIOMBINÁLÁSA
• keményesztergálás és köszörülés egy gépen, egy befogásban
• nagy pontosság, magas felületminıség, rövid gyártási lánc
• optimális eljárásválasztás, az elıírt pontosság alapján
• a két eljárás nagyolásként, ill. simításként fogható fel
• csekély köszörülési ráhagyás szükséges
• minimál hőtéssel, esetenként akár szárazon is végezhetı
• stb.
13. Keményesztergálás és köszörülés legfontosabb elınyei és hátrányai 3.4. Furatmegmunkálás az esztergálás és a köszörülés kombinálásával
Az un. kombinált (hibrid) megmunkálás alkalmazását is vizsgáltuk, hogy a két eljárás elınyeit egyesítsük. Ezért a két eljárást egy szerszámgépen egy befogásban végeztük.
Ez olyan hibrid gép alkalmazását jelenti, amelyen egy befogásban, egy gépen készülnek a darabok esztergaszerszámok és/vagy köszörőszerszámok szükség szerinti automatikus beváltásával.
A két eljárásnak egy gépen egy befogásban történı végrehajtása lehetıvé teszi a köszörülési ráhagyás minimálisra csökkentését. Ezáltal minimálisra csökken a fıidı, ami fıleg a hosszadalmas furatköszörülésnél nagy nyereséget jelent.
A keményesztergálás biztosította az elsı lépésben a megfelelı felületi integritást (réteg felkeményedése, nyomó feszültség kialakulása, stb.) melynek fontos szerepe van az alkatrészek élettartam növekedésében, s ezt a gazdaságosan és száraz megmunkálással végeztük.
Az egy befogásban történı készremunkálásnak ezen túlmenıen számos más elınye is van. Javul a helyzetpontosság, nincs ütése a koncentrikus felületeknek, nincs közbülsı munkadarab kezelés, szállítás, állásidı, amikor a munkadarabbal nem történik semmi. Rövidül a folyamatlánc, ahogyan azt a 14. ábrán láthatjuk.
•szerszám
•forgácsolósebesség
•elıtolás
•ráhagyás
•stb.
3 •korong
•forgácsoló sebesség
•elıtoló sebesség
•szabályozási adatok
•hőtı-kenıkoncepció
•stb.
3
Keményesztergálás Készre köszörülés
Cél: nagy anyagleválasztási sebesség Cél: kiváló munkadarab minıség
Edzett nyersdarab
•méretek
•alak
•keménység
•ráhagyás
•vetemedés
•stb.
A munkadarab állapota elıesztergálás után
•méret- és alakpontosság
•érdesség
•felszíni réteg állapota
•stb.
Készdarab
•alakpontosság
•méretpontosság
•felületminıség
•felszíni réteg
•stb.
14. ábra Folyamatlánc kombinált keménymegmunkálásnál ANIMÁCIÓ
Lényegében keményesztergálással nagyolunk, köszörüléssel pedig, ahol szükséges, simítunk nagy eljárásbiztonság mellett.
3.5. A kísérletek eredményei
Végezetül szeretnénk bemutatni, hogy a funkcionális követelményeknek megfelelı pontosságú és felületminıségő fogaskerekek megmunkálásának fejlesztése hogyan segíti a hatékonyság növelését.
A 15. ábrán a gépi fıidı és a darabidı van bemutatva. G bető jelzi a köszörülést, HT betők a keményesztergálást, az S bető standard lapka használatát, a W wiper lapka használatát jelzi.
2,77
3,65
0,67
1,04
0,44 0,76
2,38
2,97
0,71
1,06 0,63
0,96
0 1 2 3 4 5 6 7
gépi fıidı darab idı
rá fo rd ít á s i id ı , t [m in ]
köszörülés
keményesztergálás S keményesztergálás W+S keményeszt.+kösz.
kombinált eljárás S kombinált eljárás W Ø66 átmérő
L3=28,35 mm
S W G
+
S W HT G C
+
HT
15. ábra A gépi fıidı és a darabidı a vizsgált keménymegmunkálási változatoknál
A keményesztergálással négyszer rövidebb idıvel munkálható meg a kerék, mint köszörüléssel. A keményesztergálás és köszörülés együtt tradicionális módon alig kevesebb idı, mint a köszörülés. A kombinált eljárásoknál az idı alig változik a hagyományos keményesztergáláshoz képest.
4. Következtetés
A gépipari termékekben növekszik azon alkatrészek száma, amelyek befejezı megmunkálása keménymegmunkálás. Ezért fontosak az eljárások fejlesztései, amelyek az alkatrészek funkcionalitását (mőködését) biztosító minıségi tulajdonságait hatékonyan, gazdaságosan tudja létrehozni.
A köszörüléssel azonos pontosságú keményesztergálás gyorsan elterjedt, pl. az edzett vagy betétedzett furatos tárcsaszerő alkatrészek megmunkálására, mert az anyagleválasztás hatékonyságában a köszörüléssel szemben jelentıs elınyei vannak.
A befejezı megmunkálásban azonban nem mindig a határozott élgeometriájú szerszámmal végzett mővelet a legelınyösebb. Egyrészt a leválasztható fogásmélység és/vagy forgácskeresztmetszet, másrészt a forgácsolt felületen létrejövı topográfia is korlátozhatja az eljárás alkalmazást.
Adott minıség és IT pontosság, ha sem köszörüléssel sem keményesztergálással gazdaságosan nem biztosítható, elıtérbe kerülnek a hibrid megmunkálások. A kombinált eljárás javítja a keményesztergálás képességeit, és további alkatrész csoportoknál válik lehetıvé pontos, és jobb integritású felületek elıállítására.
A célszerően megválasztott kiegészítı mővelet biztosítja az elıírt pontosságot, érdességét, ill. a mőködéshez szükséges optimálás topográfiát.
Irodalom
[1] Tönshoff, H. K.; Arendt, C.; Ben Amor, R. (2000). Cutting of hardened steel, Annals of the CIRP, Vol.49/2/2000 pp. 547-566
[2] Karpuschewski-Knoche-Hipke: Gear finishing by abrasive processes, CIRP Annals 57 (2008) pp.621-640)
[3] Tönshoff, H. K., Arendt, C. and Ben Amor, R., 2000, "Cutting of hardened steel", Annals of the CIRP, Vol. 49/2, pp.547-566.
[4] Koch, K. F., 1996, "Technologie des Hochpräzisions-Hartdrehens", Dr-Ing. Dissertation, RWTH Aachen.
[5] Kundrák, J., Bana, V.: "Geometrical accuracy of machining of hardened bore holes", WESIC 2003 4th Workshop on European Scientific and Industrial Collaboration, University of Miskolc, Hungary, pp. 473-480.
[6] Kundrák J., Gyáni K., Kuderna F.: Korszerő fogaskerékgyártás sebességváltókhoz (Modern Gearwheel Production for Gearbox), GÉP, LIV. évf. No 10-11. pp.96-102.
[7] Kundrák J.: Applicability of hard cutting for machining of hardened bore-holes, Fifth International Symposium on Tools and Methods of Competitive Engineering (TMCE 2004), Lausanne, 2004. pp.649-660.
[8] J. Kundrák, A.G. Mamalis, A. Markopoulos: "Finishing of hardened boreholes: Grinding or hard cutting?", Materials and Manufacturing Processes, Volume 19, Issue 6, pp.979-993, 2004.
[9] Davies, M. A.- Evans, C. J.- Chou, Y.: On Chip Morphology, Tool Wear and Cutting Mechanics in Finish Hard turning. Annals of the CIRP Vol. 45/1. 1996. pp. 77-82.
[10] Brinksmeier E., 1991, Prozeß- und Werkstückqualität in der Feinbearbeitung, VDI- Fortschrittsberichte Reihe 2, Nr. 234, VDI-Verlag.
[11] Brinksmeier, E.; Brockhoff, T., 1999, White layers in machining steels, Proc. 2nd Intern.
German and French Conf. on High Speed Machining, Darmstadt: 7-13
[12] Tönshoff, H.K., Karpuschewski, B., Borbe, C., 1998, Hard machining – State of research, Proc. Intern. CIRP/VDI-Conf. on High Performance Tools, Düsseldorf: 253-277.
[13] Hou, Z.B., Komanduri, R., 2004, On the mechanics of the grinding process – thermal analysis of the abrasive cut-off operation, International Journal of Machine Tools and Manufacture, 44/2-3: 271-289.
[14] Martin, K.; Yegenoglu, K., 1992, HSG Technologie, Gühring Automation.
[15] Davies, M. A.; Burns, T. J.; Evans, C. J., 1997, On the dynamics of chip formation in machining hard metals, Annals of the CIRP, 46/1: 25 - 28
[16] Hähl, T. Wüst, M., Scholtes, B., Macherauch, E., 1994, Strukturelle Änderungen bei der Überrollung thermisch vorgeschädigter Wälzelemente, HTM, Band 49/ Heft 1: 40-47.
[17] Shaw, M.C., Hashimoto, F., Chang, S.H., Balasubrahanya, S., Chandrasekar, S., Farris, T.N., 1997, Forces and specific energy in superfinishing of hardened steel, Annals of the CIRP, 46/1:
257-260.
[18] Tönshoff, H.K., Karpuschewski, B., Borbe, C., 1997, Comparision of Basic Mechanisms in Cutting and Grinding of Hardened Steel, Production Engineering Vol. IV/2: 5-8.
[19] Corbet, J., Stephenson, D. J.;Jin, T., 2002, High Efficiency Deep Grinding of a Low Alloy Steel with Plated CBN Wheels, Annals of the CIRP, 51/1: 241-244.
[20] Rowe, W.B., Jin, T., 2001, Temperatures in high efficiency deep grinding (HEDG), Annals of the CIRP, 50/1: 205-208.
[21] Mahdi, M., Zhang, L.C., 1999, Residual stress in ground components caused by coupled thermal and mechanical plastic deformation, Journal of Materials Processing Technology, 95/1-3: 238-245.
[22] Denkena, B., Jung, M., Müller, C., Kramer, N., 2004, Characterisation of white layers inflicted by mechanical and thermal loads within Manufacturing processes, 7th international symposium on advances in abrasive technology, Bursa, Turkey.
[23] Razim, C., 1985, Restaustenit - Zum Kentnisstand über Ursache und Auswirkung bei einsatzgehärteten Stählen, HTM, Band 40/ Heft 4: 150-165.
[24] Schlicht, H., Schreiber, E., Zwirlein, O., 1987, Ermüdung bei Wälzlagern und deren Beeinflussung durch Werkstoffeigenschaften, Wälzlagertechnik, Heft1: 14-22.
[25] Balart, M.J., Bouzina, A., Edwards, L., Fitzpatrick, M.E., 2004, The onset of tensile residual stresses in grinding of hardened steels, Materials Science and Engineering, 367/ 1-2: 132-142.
[26] Guo, Y.B., Barkey-Mark, E., 2004, Modeling of rolling contact fatigue for hardened machined components with process-induced residual stress, International Journal of Fatigue, 26/6: 605- 613.
[27] Guo, Y.B., Sahni, J., 2004, A comparative study of hard turned and cylindrically ground white layers, International Journal of Machine Tools and Manufacture, 44/2/3: 135-145.
[28] Chou, Y. K., Song, H., 2004, Tool nose radius effects on finish hard turning, Journal of Materials Processing Technology, Vol. 148, Issue 2: 259-268.
[29] Koenig, W., Berktold, A., Koch, K.-F., 1993, Turning versus grinding – A comparision of surface inegrity aspects and attainable accuracies, Annals of the CIRP Vol. 42/1: 39-43.
[30] Sukaylo, V. A., Kaldos, A., 2004, Development and verification of a computer model for thermal distortions in hard turning, Journal of materials processing technology, Vol. 155-156:
1821-1827.
[31] Karpuschewski, B., 1995, Mikromagnetische Randzonenanalyse geschliffener einsatzgehärteter Bauteile, German Ph.D. thesis, Universität Hannover.
[32] Rech, J., Moisan, A., 2003, Surface integrity in finish hard turning of case-hardened steels, International Journal of Manufacturing, Vol. 43, Issue 5: 543-550.
[33] Heuer, W., 1992, Außenrundschleifen mit kleinen keramisch gebundenen cBN- Schleifscheiben, German Ph.D. thesis, University Hannover.
[34] enkena, B., Tönshoff, H. K., Friemuth, T., Müller, C., Zenner, H., Renner, F., Koehler, M., 2002, Fatigue strength of hard turned components, Proceedings of the 1st International Conference on Manufacturing Engineering, Sani-Haldiki.
[35] Borbe, C., 2001, Bauteilverhalten hartgedrehter Oberflächen, German PhD thesis, University Hannover.
[36] Barry, J.J., 2005, Contribution of Element Six Ltd.
[37] Sandvik Coromant Akadémia 2010 – Keménymegmunkálás
![1. ábra Keménymegmunkálásra ajánlható anyagkeménységek [37]](https://thumb-eu.123doks.com/thumbv2/9dokorg/1141460.81523/4.892.88.825.794.1135/ábra-keménymegmunkálásra-ajánlható-anyagkeménységek.webp)

![6. ábra Energiaátalakulás esztergálásnál és köszörülésnél [10] (F c és F n a forgácsolóerık) Egy acél anyagú munkadarab felületén végzendı megmunkáló eljárás különbözı típusainak termomechanikai hatásainak összehasonlítását segíti a 3](https://thumb-eu.123doks.com/thumbv2/9dokorg/1141460.81523/10.892.214.679.430.616/energiaátalakulás-esztergálásnál-köszörülésnél-forgácsolóerık-megmunkáló-különbözı-termomechanikai-összehasonlítását.webp)
![8. ábra Köszörült és keményesztergált felület profilja a DIN EN ISO 13565 szerint [34], [35]](https://thumb-eu.123doks.com/thumbv2/9dokorg/1141460.81523/12.892.168.727.177.431/ábra-köszörült-keményesztergált-felület-profilja-din-en-iso.webp)